Normové posouzení svarů podle australských norem
Koutové svary jsou posuzovány podle AS 4100 – Kapitola 9.6. Únosnost tupých svarů s plným průvarem (CJP) se předpokládá stejná jako u základního materiálu a není posuzována.
Je možné nastavit tupé svary nebo koutové svary po celé délce hrany, částečné svary nebo přerušované svary. Tupé svary se předpokládají se stejnou únosností jako svařovaný prvek a nejsou posuzovány. V případě koutových svarů je prvek svaru vložen mezi interpolační vazby spojující plechy navzájem. Prvek svaru má zadané elasto-plastické materiálové schéma pro redistribuci napětí po délce svaru, takže dlouhé svary, svary s různou orientací nebo svary k nevyztužené přírubě mají podobnou únosnost jako při ručním výpočtu. Nejnamáhanější prvek svaru je rozhodující při posouzení svaru.
Koutový svar namáhaný návrhovou silou na jednotku délky svaru, vw*, je navrhován podle Cl. 9.6.3.10 a musí splňovat:
\[ v_w^* \le ϕ v_w \]
kde:
- ϕ = 0,8 – součinitel únosnosti (Kapitola 3.4) upravitelný v nastavení normy
- vw = 0,6 fuw tt – jmenovitá únosnost koutového svaru na jednotku délky
- fuw – jmenovitá pevnost v tahu svarového kovu (Tabulka 9.6.3.10 (A))
- tt – návrhová tloušťka svaru v hrdle
Redukční součinitel kr se předpokládá roven 1 (svar kratší než 1,7 m).
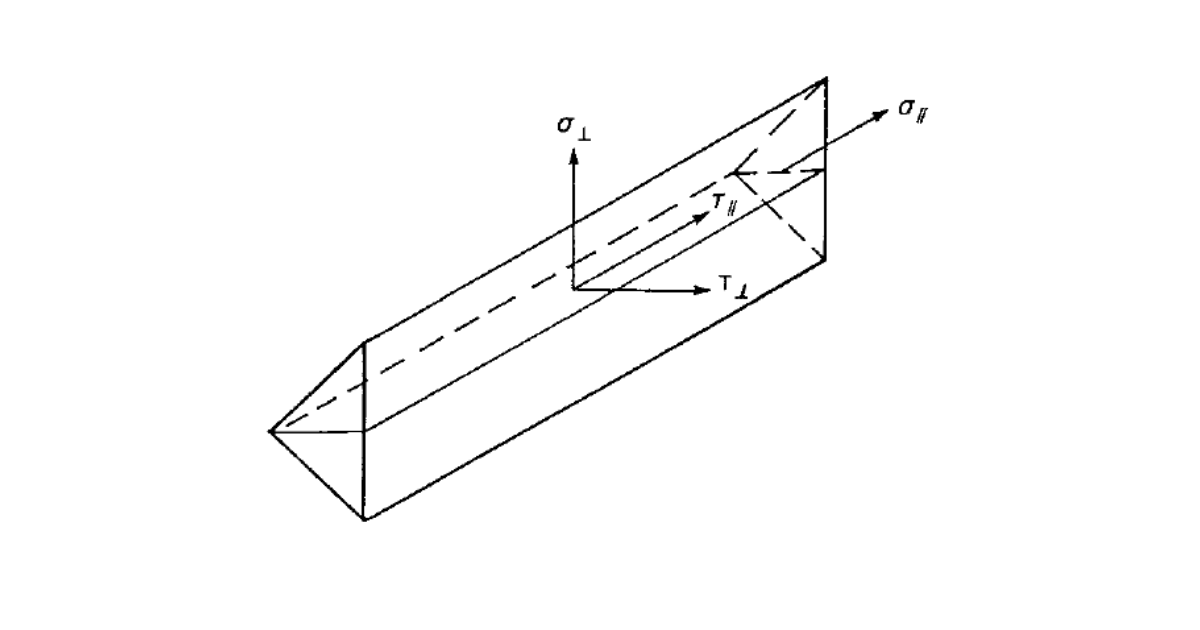
Diagramy svarů zobrazují napětí podle následujícího vzorce:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
