Vérification normative des soudures selon les normes australiennes
Les soudures d'angle sont vérifiées conformément à AS 4100 - Chapitre 9.6. La résistance des soudures en bout à pleine pénétration (CJP) est supposée identique à celle du métal de base et n'est pas vérifiée.
Il est possible de définir des soudures bout à bout ou des soudures d'angle sur toute la longueur du bord, des soudures partielles ou des soudures intermittentes. Les soudures bout à bout sont supposées avoir la même résistance que l'élément soudé et ne sont pas vérifiées. Dans le cas des soudures d'angle, l'élément de soudure est inséré entre des liaisons d'interpolation reliant les platines entre elles. L'élément de soudure possède un diagramme de matériau élasto-plastique défini afin de redistribuer la contrainte sur la longueur de la soudure, de sorte que les soudures longues, les soudures multi-orientations ou le soudage sur une semelle non raidie présentent une résistance similaire à celle obtenue par calcul manuel. L'élément de soudure le plus sollicité est déterminant pour la vérification normative de la soudure.
Une soudure d'angle soumise à une force de calcul par unité de longueur de soudure, vw*, est dimensionnée conformément à l'article 9.6.3.10 et doit satisfaire :
\[ v_w^* \le ϕ v_w \]
où :
- ϕ = 0,8 – facteur de capacité (Chapitre 3.4) modifiable dans la configuration du code
- vw = 0,6 fuw tt – capacité nominale d'une soudure d'angle par unité de longueur
- fuw – résistance nominale à la traction du métal d'apport (Tableau 9.6.3.10 (A))
- tt – épaisseur de gorge de calcul
Le facteur de réduction, kr, est supposé égal à 1 (soudure de longueur inférieure à 1,7 m).
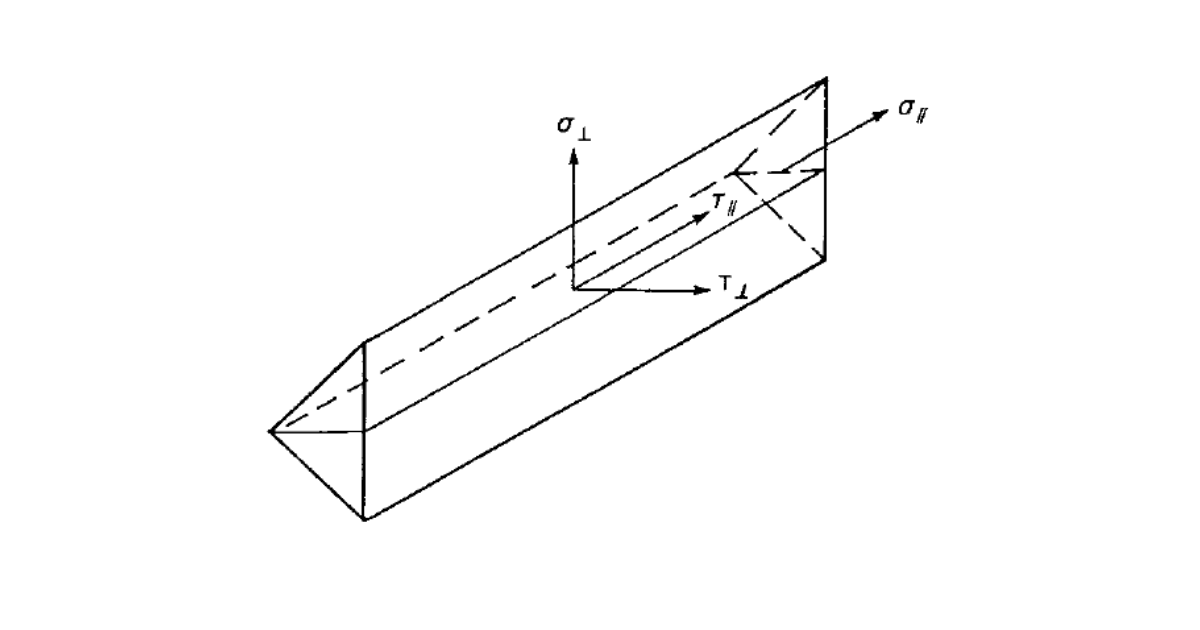
Les diagrammes de soudure affichent la contrainte selon la formule suivante :
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
