Verifica normativa delle saldature secondo le norme australiane
Le saldature a cordone d'angolo sono verificate secondo AS 4100 - Capitolo 9.6. La resistenza delle saldature a piena penetrazione (CJP) è assunta uguale a quella del metallo base e non viene verificata.
È possibile impostare saldature di testa o saldature a cordone d'angolo lungo l'intera lunghezza del bordo, saldature parziali o saldature intermittenti. Le saldature di testa sono assunte avere la stessa resistenza dell'elemento saldato e non vengono verificate. Nel caso delle saldature a cordone d'angolo, l'elemento di saldatura è inserito tra i collegamenti di interpolazione che connettono le piastre tra loro. L'elemento di saldatura ha un diagramma materiale elasto-plastico specificato per ridistribuire la tensione lungo la lunghezza della saldatura, in modo che le saldature lunghe, le saldature multi-orientate o le saldature su flangia non irrigidita abbiano una resistenza simile a quella del calcolo manuale. L'elemento di saldatura più sollecitato è determinante nella verifica della saldatura.
Una saldatura a cordone d'angolo soggetta a una forza di progetto per unità di lunghezza della saldatura, vw*, è progettata secondo il Cl. 9.6.3.10 e deve soddisfare:
\[ v_w^* \le ϕ v_w \]
dove:
- ϕ = 0.8 – fattore di capacità (Capitolo 3.4) modificabile nella configurazione normativa
- vw = 0.6 fuw tt – capacità nominale di una saldatura a cordone d'angolo per unità di lunghezza
- fuw – resistenza a trazione nominale del metallo di apporto (Tabella 9.6.3.10 (A))
- tt – spessore di gola di progetto
Il fattore di riduzione, kr è assunto uguale a 1 (saldatura più corta di 1.7 m).
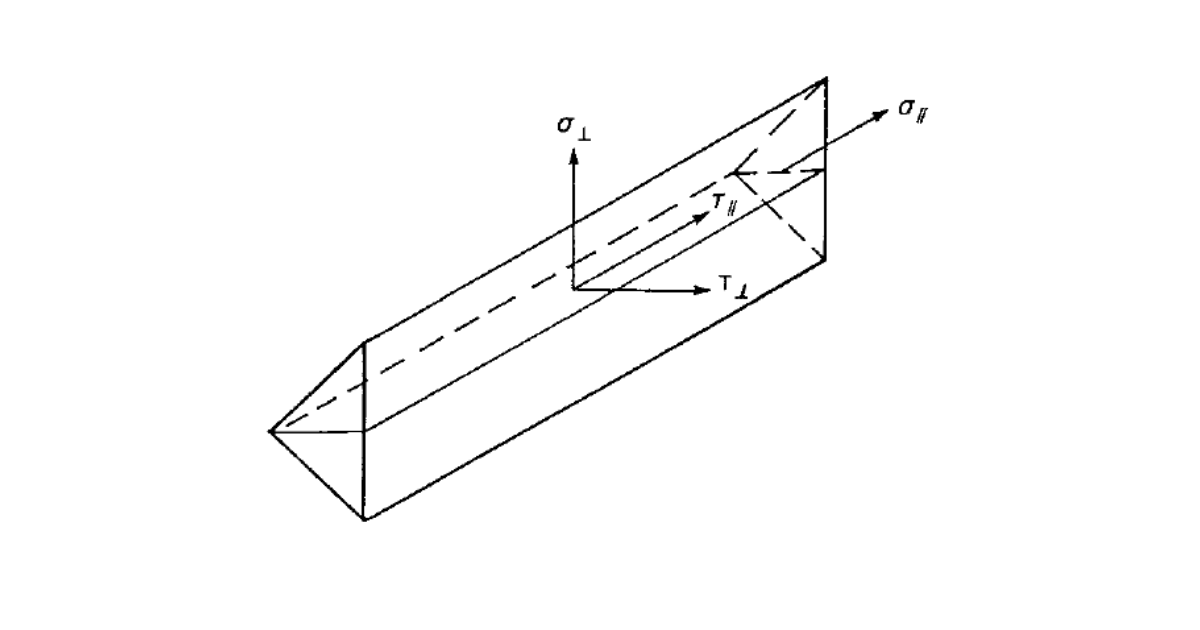
I diagrammi della saldatura mostrano la tensione secondo la seguente formula:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
