Verificación normativa de soldaduras según normas australianas
Las soldaduras en ángulo se verifican según AS 4100 - Capítulo 9.6. Se asume que la resistencia de las soldaduras en ranura CJP es igual a la del metal base y no se verifica.
Es posible definir soldaduras a tope o soldaduras en ángulo a lo largo de toda la longitud del borde, soldaduras parciales o soldaduras intermitentes. Se asume que las soldaduras a tope tienen la misma resistencia que el elemento soldado y no se verifican. En el caso de soldaduras en ángulo, el elemento de soldadura se inserta entre enlaces de interpolación que conectan las placas entre sí. El elemento de soldadura tiene un diagrama de material elastoplástico especificado para redistribuir la tensión a lo largo de la longitud de la soldadura, de modo que las soldaduras largas, las soldaduras con múltiples orientaciones o la soldadura a un ala no rigidizada tengan una resistencia similar a la obtenida mediante cálculo manual. El elemento de soldadura más solicitado es el determinante en la verificación de la soldadura.
Una soldadura en ángulo sometida a una fuerza de cálculo por unidad de longitud de soldadura, vw*, se calcula según Cl. 9.6.3.10 y debe satisfacer:
\[ v_w^* \le ϕ v_w \]
donde:
- ϕ = 0.8 – factor de capacidad (Capítulo 3.4) editable en la configuración de la norma
- vw = 0.6 fuw tt – capacidad nominal de una soldadura en ángulo por unidad de longitud
- fuw – resistencia a tracción nominal del metal de soldadura (Tabla 9.6.3.10 (A))
- tt – espesor de garganta de cálculo
Se asume que el factor de reducción, kr es igual a 1 (soldadura de longitud inferior a 1,7 m).
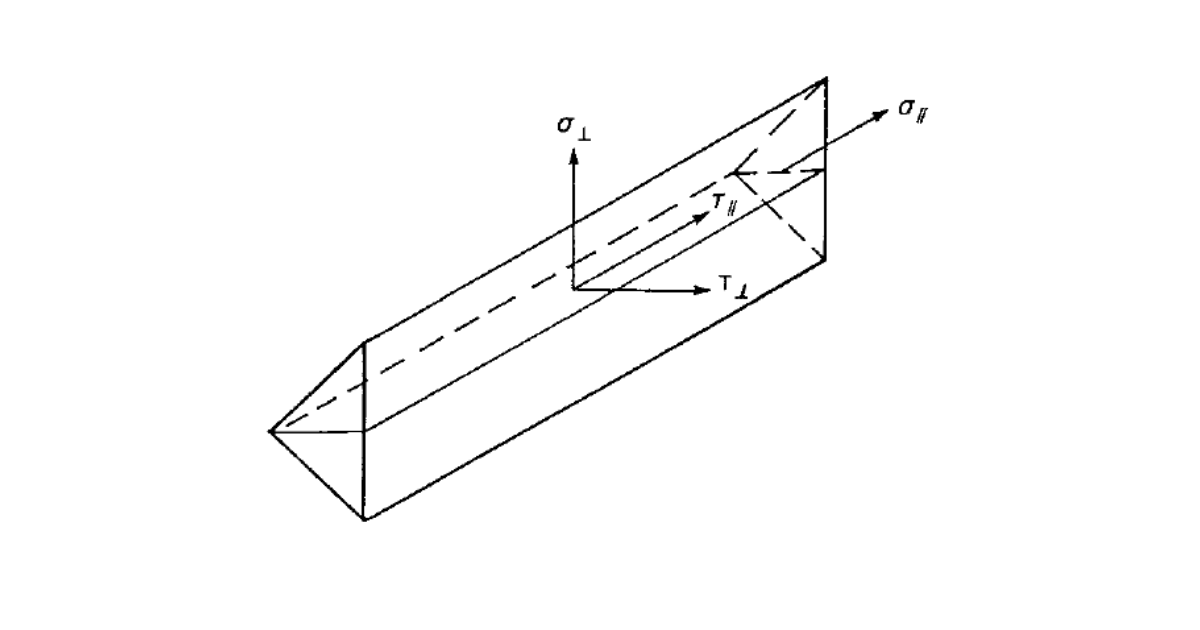
Los diagramas de soldadura muestran la tensión según la siguiente fórmula:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
