Knihovna článků
Normové posouzení svarů podle indických norem
02.04.2020
Ocel
IS (Indie)
Connection
CBFEM
Svar
Svary jsou navrženy podle IS 800, čl. 10.5.10.1.1.
Tupé svary
Ověření tupých svarů s plným průvarem se neprovádí, protože se předpokládá, že mají stejnou únosnost jako profil, pokud je základní materiál pro tupý svar lepší než materiál profilu (IS 800:2007, 10.5.7.1.2).
Koutové svary
Koutové svary jsou posuzovány podle IS 800, čl. 10.5.10.1.1:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
kde:
- \( f_e \) – ekvivalentní napětí ve svaru
- \( f_a \) – normálová napětí, tlak nebo tah, od osové síly nebo ohybového momentu
- \( q \) – smykové napětí od posouvající síly nebo tahu
- \( f_{wd} \) – návrhová pevnost koutového svaru
- \( f_u \) – menší z hodnot meze pevnosti svaru nebo základního materiálu; předpokládá se, že mez pevnosti svarového materiálu je vyšší než základního materiálu
- \( \gamma_{mw} \) – dílčí součinitel spolehlivosti pro svary – IS 800, Tabulka 5; upravitelný v nastavení normy
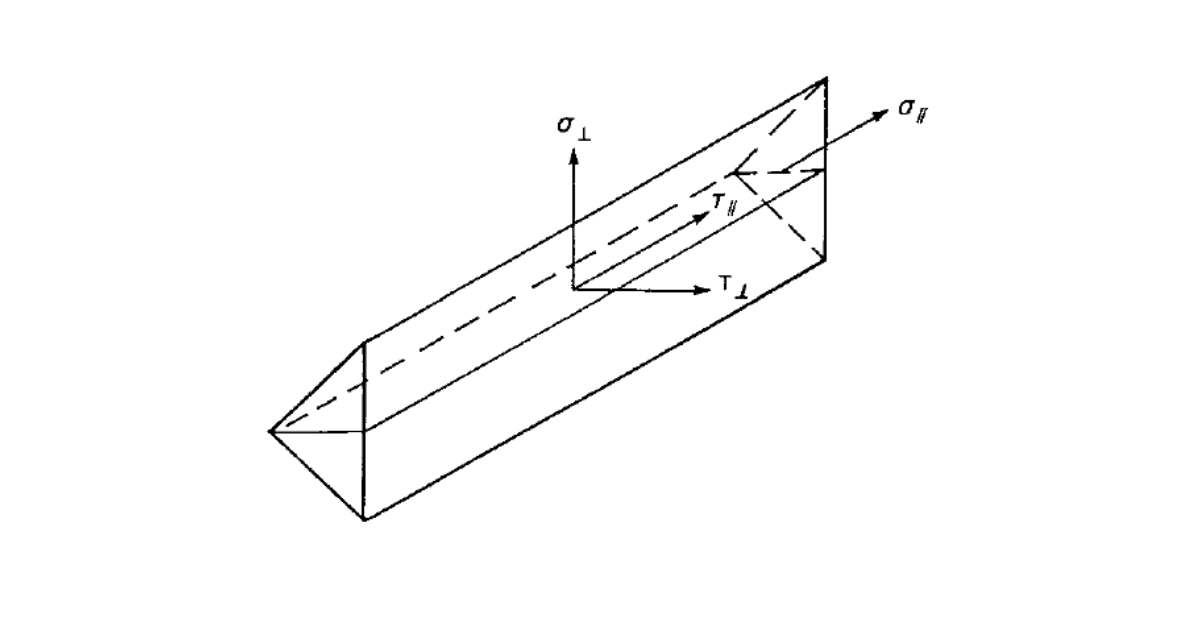
Diagramy svarů zobrazují napětí podle následujícího vzorce:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]
