Wissensdatenbank
Normnachweis von Schweißnähten nach indischen Normen
02.04.2020
Schweißnähte werden nach IS 800, Abschn. 10.5.10.1.1 bemessen.
Stumpfnähte
Die Überprüfung von vollständig durchgeschweißten Stumpfnähten wird nicht durchgeführt, da angenommen wird, dass diese dieselbe Tragfähigkeit wie das Profil aufweisen, sofern das Grundmaterial für die Stumpfnaht dem des Profils überlegen ist (IS 800:2007, 10.5.7.1.2).
Kehlnähte
Kehlnähte werden nach IS 800, Abschn. 10.5.10.1.1 überprüft:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
wobei:
- \( f_e \) – Vergleichsspannung in der Schweißnaht
- \( f_a \) – Normalspannungen, Druck oder Zug, infolge Normalkraft oder Biegemoment
- \( q \) – Schubspannung infolge Querkraft oder Zug
- \( f_{wd} \) – Bemessungswert der Tragfähigkeit einer Kehlnaht
- \( f_u \) – kleinerer Wert der Zugfestigkeit der Schweißnaht oder des Grundwerkstoffs; die Zugfestigkeit der Schweißelektrode wird als höher als die des Grundwerkstoffs angenommen
- \( \gamma_{mw} \) – Teilsicherheitsbeiwert für Schweißnähte – IS 800, Tabelle 5; editierbar in den Normeinstellungen
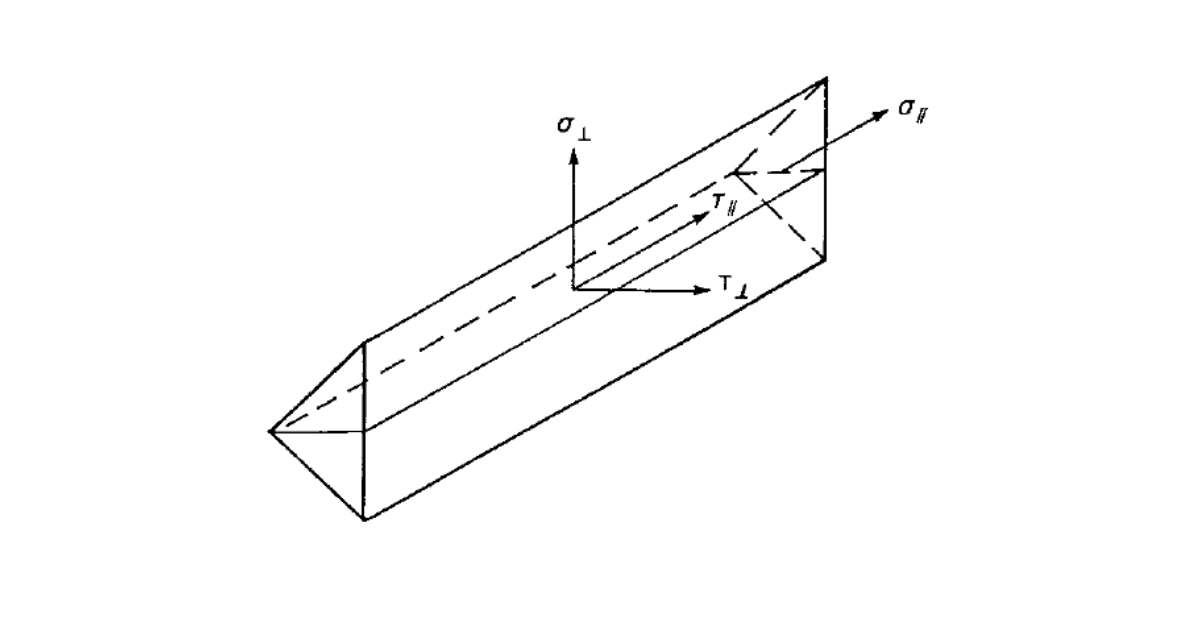
Die Schweißnahtdiagramme zeigen die Spannung gemäß folgender Formel:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]
