Tudásbázis
Hegesztések szabványellenőrzése az indiai szabványok szerint
02. 04. 2020
A hegesztések az IS 800, Cl. 10.5.10.1.1 szerint vannak méretezve.
Tompahegesztések
A teljes behatolású tompahegesztések ellenőrzése nem kerül elvégzésre, mivel feltételezzük, hogy ugyanolyan ellenállással rendelkeznek, mint a profil, feltéve, hogy a tompahegesztés alapanyaga jobb minőségű, mint a profilé (IS 800:2007, 10.5.7.1.2).
Sarokhegesztések
A sarokhegesztések ellenőrzése az IS 800, Cl. 10.5.10.1.1 szerint történik:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
ahol:
- \( f_e \) – egyenértékű feszültség a hegesztésben
- \( f_a \) – normálfeszültségek, nyomás vagy húzás, tengelyirányú erőből vagy hajlítónyomatékból
- \( q \) – nyírófeszültség nyíróerőből vagy húzásból
- \( f_{wd} \) – sarokhegesztés méretezési szilárdsága
- \( f_u \) – a hegesztőanyag vagy az alapanyag kisebb szakítószilárdsága; a hegesztőelektróda szakítószilárdsága feltételezhetően jobb, mint az alapanyagé
- \( \gamma_{mw} \) – hegesztések részleges biztonsági tényezője – IS 800, 5. táblázat; szerkeszthető a Kódbeállításokban
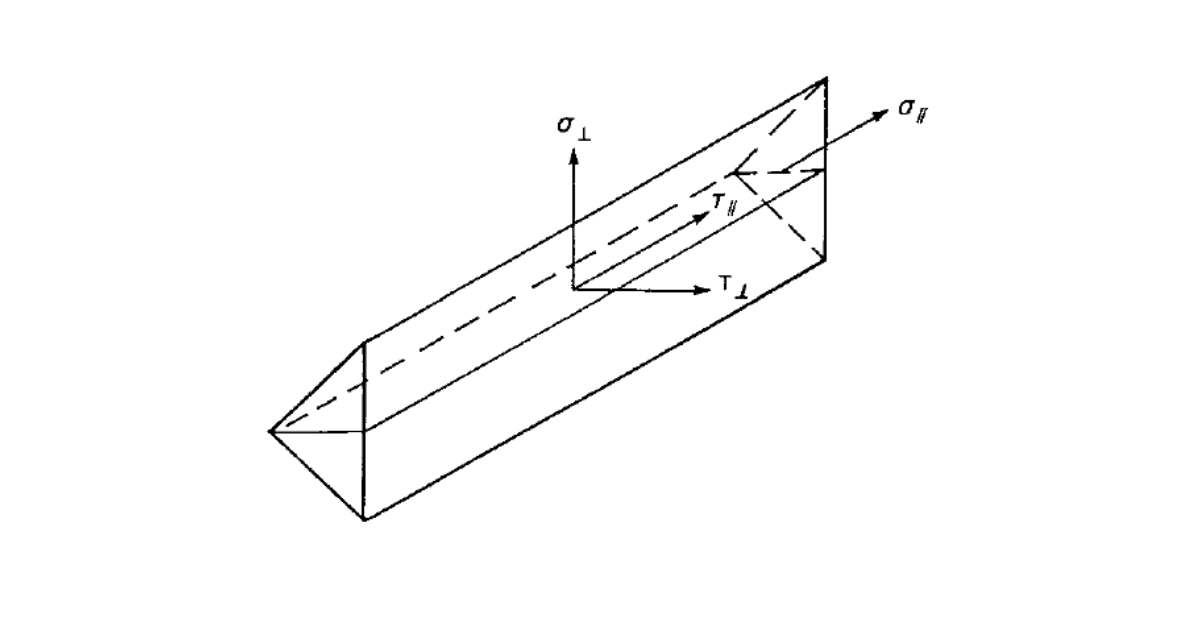
A hegesztési diagramok a következő képlet szerinti feszültséget mutatják:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]
