
Je S235 věcí minulosti?
S jako ocel
Nejčastěji používané oceli ve výstavbě jsou S235, S275, S355 a S460. Jedná se o termomechanicky válcované oceli, kde „S" znamená „konstrukční ocel" a číslo udává mez kluzu v MPa. Například S355 má mez kluzu 355 MPa, což je o 50 % více než u S235. Přestože se pevnost liší, chemické složení S235 a S355 je téměř totožné. Rozdíl spočívá především v technikách válcování a chlazení, které ovlivňují mechanické vlastnosti, jako jsou mez kluzu a mez pevnosti.
S355 je někdy považována za vysokopevnostní ocel, protože S235 byla po dlouhou dobu standardem. Jedná se však o nesprávné označení. Ocel je považována za vysokopevnostní teprve od S690 výše, která se používá především v odvětvích, jako je výroba jeřábů a offshore průmysl. Tyto oceli získávají svou vysokou pevnost ze zvýšeného obsahu uhlíku, což vede k odlišnému složení materiálu, výrobní metodologii a přísnějším požadavkům na svařování. V tomto článku se ostatními ocelemi dále nezabýváme a soustředíme se na srovnání S235 a S355 nebo S460. Obrázek 1 zobrazuje schematické znázornění diagramu napětí-přetvoření a mechanických vlastností různých jakostí oceli. Vidíme, že u vyšších jakostí oceli roste mez pevnosti, zatímco tažnost při přetržení klesá. Tuhost daná modulem pružnosti zůstává stejná.
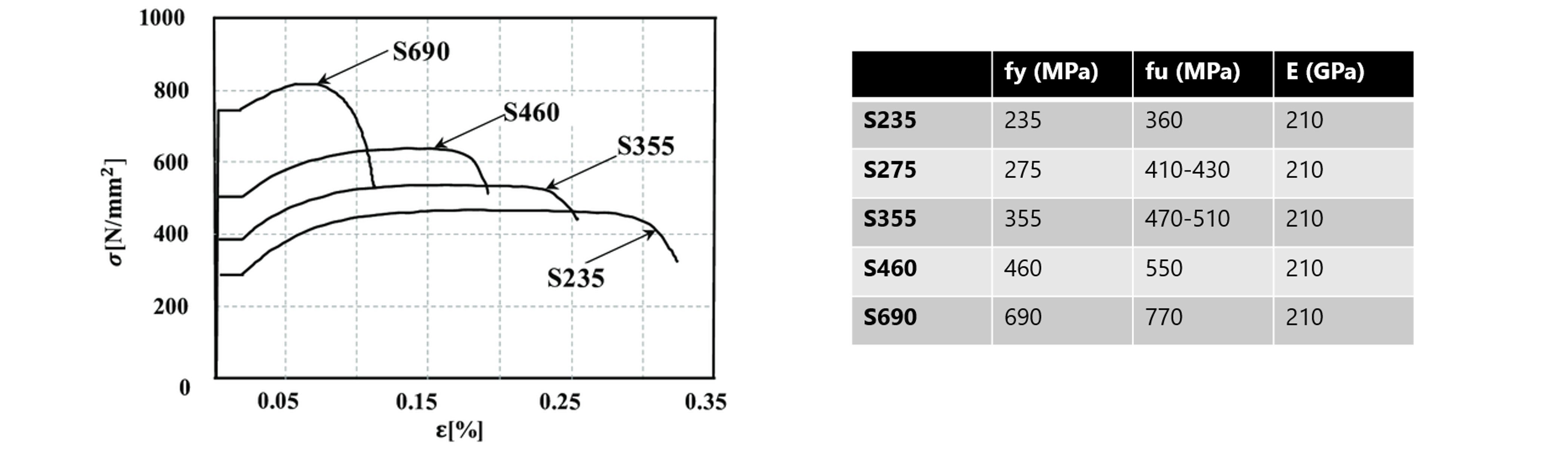
Obrázek 1: Diagram napětí-přetvoření a mechanické vlastnosti různých jakostí oceli.
S235 jako standard ve výstavbě je zastaralý
Potenciál S355 nebo S460 je omezen používáním S235 jako standardu ve výstavbě. Pozoruhodné je, že náklady a spotřeba energie na kilogram pro oceli S235, S275, S355 a S460 jsou téměř stejné, přičemž S355 a S460 mohou nabídnout výrazně lepší výkon.
Zavedením S355 jako standardu lze dosáhnout udržitelnějších konstrukcí. Jedná se tedy o logický krok, podobný vývoji v oblasti betonářské výztuže. Kde se dříve používala QR/FeB 220, dnes je standardem FeB 500. Nikdo by dnes nepoužil FeB 220 v nových betonových konstrukcích.
„Je betonový svět inovativnější než ocelový svět?"
Výhody a obavy
Hlavní výhodou použití vyšších jakostí oceli je, že můžeme optimalizovat spotřebu materiálu pro stejnou pevnost zúžením profilů a snížením tlouštěk desek. Nižší spotřeba materiálu znamená méně oceli, a tedy nižší ekonomické náklady. Kromě toho to vede nejen k úsporám nákladů v eurech, ale také k nižším emisím CO2, což přispívá pozitivně ke klimatickým cílům, protože výroba oceli hraje v emisích zásadní roli.
Tato výhoda je patrná nejen v samotné ocelové konstrukci, ale také v dopravě, montáži a případně lehčím návrhu základů, což rovněž přináší úspory materiálu, nákladů a energie. Navíc štíhlejší profily umožňují snazší návrh přípojů, což může vést k menším objemům svarů.
Na druhé straně je samozřejmě třeba zvážit určité obavy při použití pevnějších ocelí. Při použití štíhlejších ocelových průřezů nebo tenčích plechů je větší pravděpodobnost lokálního boulení (zvlnění). Dále použití pevnější oceli přímo neovlivňuje tuhost, což může vést například k větším průhybům při zeštíhlení průřezu nosníku. Konečně existují také specifičtější požadavky na svařování vysokopevnostních ocelí, ale to platí především pro ocel od S460 výše.
Použití pevnější oceli ovlivňuje také minimální tloušťku svaru v posouzení detailů v IDEA podle FprEN 1993-1-8:2023 čl. 6.9(4). Viz tabulka níže, která ukazuje, jak minimální tloušťka svaru roste s vyšší pevností oceli.
| Jakost oceli | 1,1 ∙ fy,plate/fu,plate | Minimální tloušťka svaru | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
To někdy vyžaduje použití silnějších svarů. To je však kompenzováno tím, že objem svarů lze snížit použitím lehčích profilových průřezů nebo tenčích plechů.
Vypočítejte svou výhodu – S235 vs S355 v IDEA StatiCa Connection
V následujícím příkladu provádíme srovnání přípoje provedeného v S235 a S355. Přitom zkoumáme, zda použití S355 může přispět k úspoře materiálu.
Analyzujeme přípoj sloup-průvlak s čelní deskou, kde lze přípoj považovat za polotuhý (pružný). Pro různé situace byla provedena analýza tuhosti pomocí IDEA StatiCa za účelem zkoumání vlivu na diagram moment-rotace, momentová únosnost a mechanismus porušení. Původní přípoj je celý proveden v S235 a sestává ze šesti šroubů M16 8.8, čelní desky o tloušťce 10 mm a dvojitých koutových svarů o tloušťce 5 mm pro pásnice a 3 mm pro stojinu. Sloup je průřez HEA200 a nosník je průřez IPE220. Obrázek 2 zobrazuje přípoj a výsledky pro různé situace.
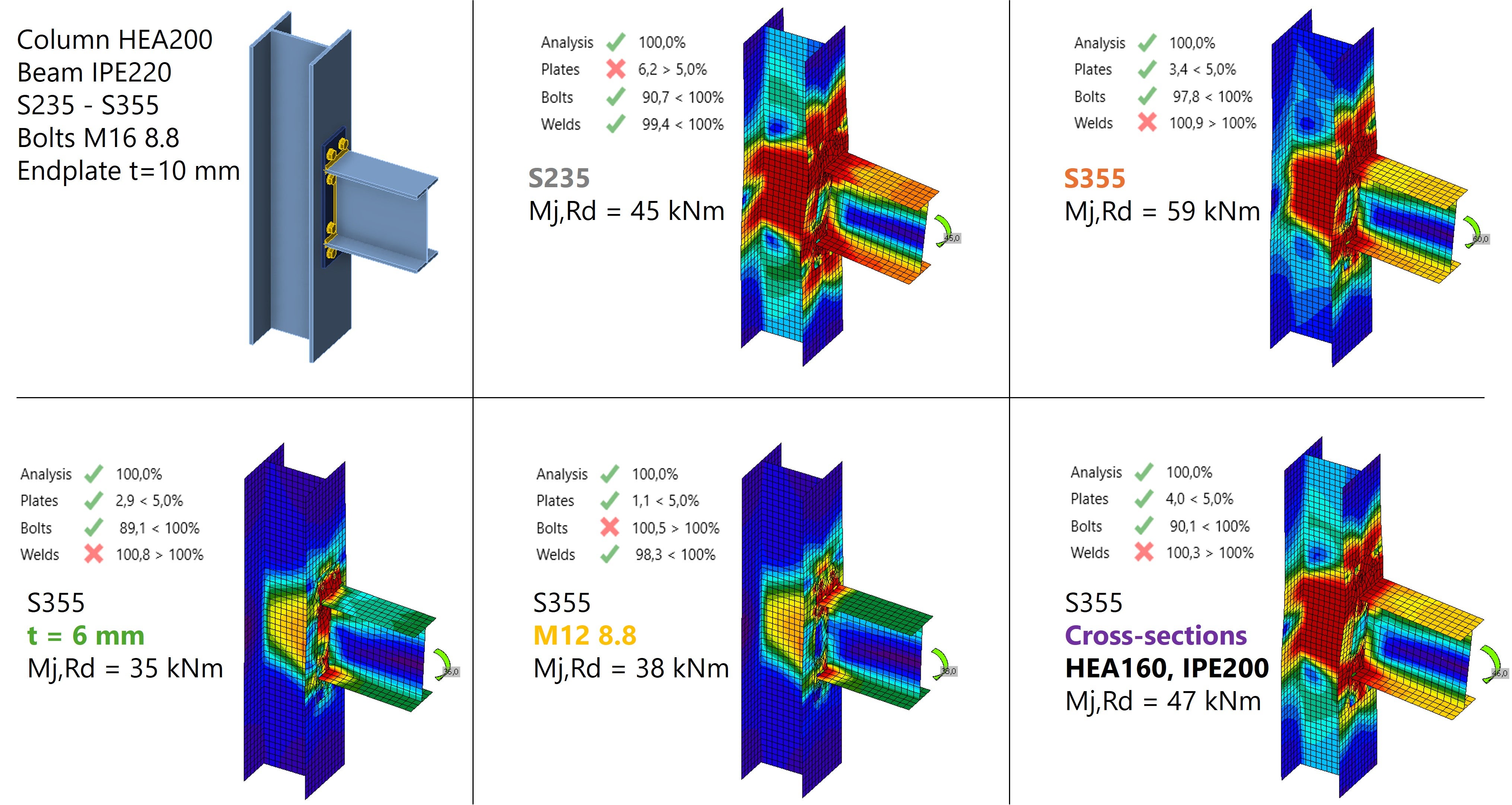
Obrázek 2: Přehled přípoje a výsledků.
Pro každou situaci byla provedena analýza tuhosti pomocí IDEA StatiCa Connection a výsledky jsou superponovány v diagramu moment-rotace na obrázku 3. Dále je každá situace podrobněji vysvětlena. Začínáme přípojem provedeným v S235 a S355. Poté zkoumáme, zda lze přípoj upravit tak, aby se snížil objem materiálu a svarů a ušetřily náklady.
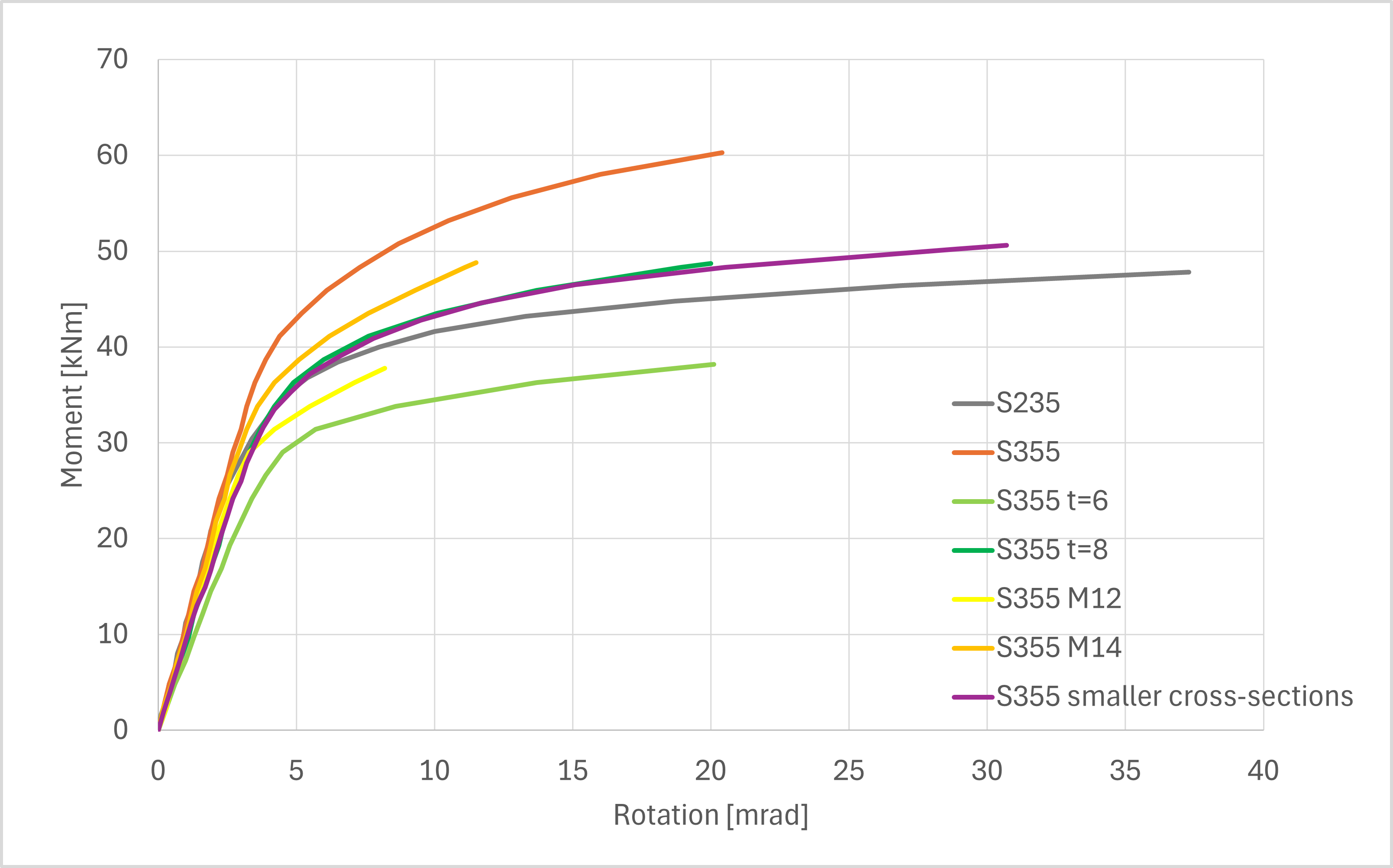
Obrázek 3: Diagram moment-rotace pro různé vypočítané situace.
- S235:
Styčník provedený v S235 dosahuje momentové únosnosti přibližně Mj,Rd = 45 kNm. Styčník vykazuje přiměřenou deformační kapacitu, protože mechanismus porušení je určen plastickým přetvořením ve stojině sloupu.
- S355
U stejného styčníku provedeného v S355 zůstává počáteční rotační tuhost nezměněna (viz obrázek 3). Protože modul pružnosti a geometrie zůstávají stejné, tuhost se nemění. Momentová únosnost styčníku se však zvyšuje, přičemž Mj,Rd pro S355 je přibližně o 30 % vyšší než pro S235. Přestože pevnost roste, deformační kapacita klesá, protože se mění mechanismus porušení. U S235 dosahuje stojina sloupu 5% plastického přetvoření, zatímco u S355 dosahují svary na čelní desce maximálního přípustného napětí, což vede k méně tažnému mechanismu porušení.
Aby bylo dosaženo stejné momentové únosnosti u S355 jako u S235, lze styčník optimalizovat pro úsporu materiálu. Toho lze dosáhnout ztenčením čelní desky, použitím menších šroubů nebo zmenšením profilových průřezů sloupu a nosníku.
- S355 menší šrouby
Při použití šroubů M14 nebo M12 8.8 místo M16 se Mj,Rd snižuje, ale deformační kapacita se také výrazně snižuje, jak je znázorněno na obrázku 3. Zmenšením velikosti šroubů zachováte počáteční tuhost přípoje, ale obětujete deformační kapacitu a pevnost, protože mechanismus porušení se přesouvá na šrouby. Na základě tohoto pozorování a protože množství ušetřeného materiálu je zanedbatelné, není výhodné šrouby odlehčovat. To bylo očekávatelné, protože samotná jakost šroubů se nezvyšuje.
- S355 tenčí čelní deska
Zmenšením tloušťky čelní desky obětujete pevnost a tuhost, ale zachováte deformační kapacitu, protože čelní deska bude téct. Při čelní desce t = 6 mm jsou tuhost a momentová únosnost výrazně sníženy. Avšak při t = 8 mm je dosaženo přibližně stejného Mj,Rd jako u S235, ale s menší tloušťkou desky. To šetří materiál bez výrazného negativního dopadu na tuhost a pevnost styčníku.
- S355 štíhlejší profily
Pokud tloušťka čelní desky zůstane na 10 mm, ale průřezy sloupu a nosníku jsou zmenšeny na hodnotu, při níž je Mj,Rd přibližně 45 kNm, výsledkem je stejná momentová únosnost a přiměřená deformační kapacita, ale s nižší spotřebou materiálu. V tomto případě jsou průřezy zmenšeny z HEA200 a IPE220 na HEA160 a IPE200.
Závěr
Zvýšením pevnosti oceli lze ušetřit materiál úpravami plechů přípoje nebo profilových průřezů. Zmenšení průřezů je nejúčinnější a nejekonomičtější, protože přináší největší snížení hmotnosti, nákladů a emisí CO₂. Zároveň je zachována pevnost a tuhost styčníku, což poskytuje udržitelné řešení.
Je však třeba mít na paměti, že zmenšení průřezu přímo ovlivňuje průhyb prvků, který musí být analyzován v rámci širšího návrhu. Kromě toho může zvýšení pevnosti oceli vést ke změně mechanismu porušení se zvýšeným rizikem křehkého lomu, jako je porušení šroubů nebo vyšší napětí ve svarech. To není vždy žádoucí, protože to snižuje deformační kapacitu styčníku.
Pokud je však toto zohledněno při detailování styčníku a tloušťky svarů splňují požadavky posouzení detailů v IDEA StatiCa Connection, které zohledňuje princip, že plechy musí nejprve téct dříve, než dojde ke křehkému lomu svarů, pak je zvýšení jakosti oceli a optimalizace styčníku záměrnou a účinnou volbou.
Na závěr je třeba zdůraznit, že toto srovnání bylo provedeno specificky pro tento styčník a závěry a parametry se budou lišit od styčníku ke styčníku. Abychom však získali celkový obraz, musíme do našeho zkoumání zahrnout celou konstrukci. Teprve pak můžeme plně posoudit skutečný vliv tuhosti a pevnosti jak ve styčníku, tak v prvcích. Možná bude toto téma dále prozkoumáno v navazujícím článku.
Zdroje
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
