
S235는 이제 과거의 것인가?
강재의 S
시공에서 가장 일반적으로 사용되는 강재는 S235, S275, S355 및 S460입니다. 이들은 열기계적 압연 강재로, "S"는 "구조용 강재(Structural steel)"를 의미하며 숫자는 MPa 단위의 항복강도를 나타냅니다. 예를 들어, S355의 항복강도는 355 MPa로, S235보다 50% 높습니다. 강도는 다르지만 S235와 S355의 화학적 조성은 거의 동일합니다. 차이는 주로 압연 및 냉각 기술에 있으며, 이는 항복강도 및 인장강도와 같은 기계적 특성에 영향을 미칩니다.
S235가 오랫동안 표준이었기 때문에 S355는 때때로 고강도 강재로 간주되기도 합니다. 그러나 이는 잘못된 명칭입니다. 강재는 S690 이상부터만 고강도 강재로 분류되며, 이는 주로 크레인 제작 및 해양 산업 등에서 사용됩니다. 이러한 강재는 탄소 함량 증가로 높은 강도를 얻으며, 이로 인해 재료 조성, 생산 방법 및 용접 요건이 더욱 엄격해집니다. 이 글에서는 다른 강재에 대한 추가 논의는 생략하고 S235와 S355 또는 S460의 비교에 집중합니다. 그림 1은 다양한 강재 등급의 응력-변형률 선도 및 기계적 특성의 개략적 표현을 보여줍니다. 강재 등급이 높아질수록 인장강도는 증가하는 반면 파단 신율은 감소함을 알 수 있습니다. 탄성계수에 의한 강성은 동일하게 유지됩니다.
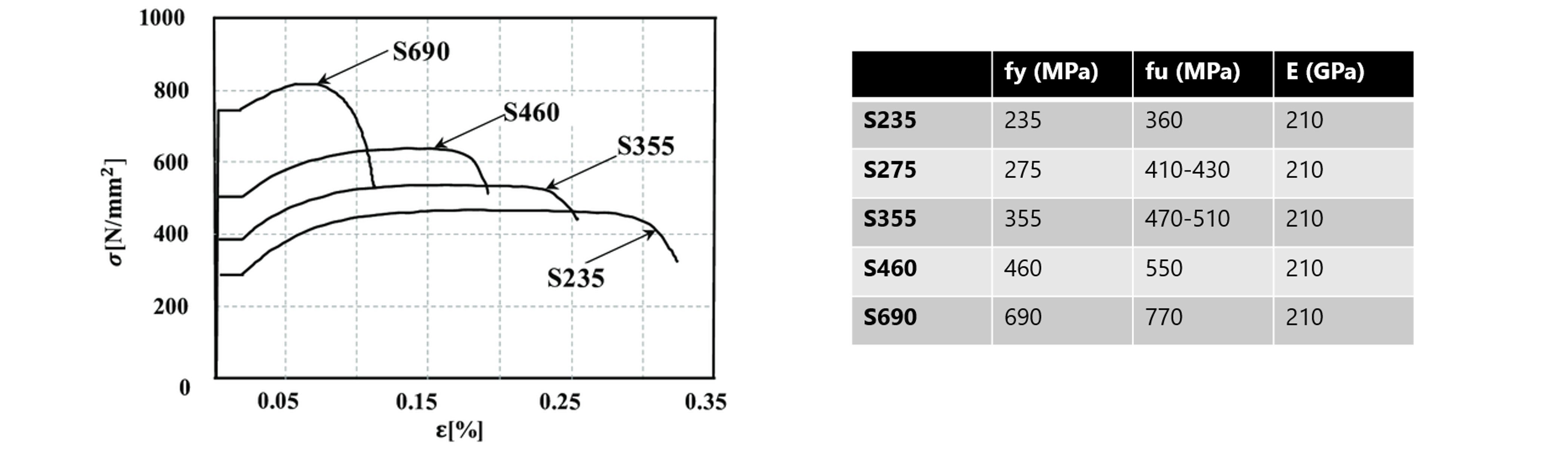
그림 1: 다양한 강재 등급의 응력-변형률 선도 및 기계적 특성.
시공의 표준으로서 S235는 더 이상 유효하지 않다
S235를 시공의 표준으로 사용하면 S355 또는 S460의 잠재력이 제한됩니다. 주목할 점은, S235, S275, S355 및 S460 강재의 킬로그램당 비용과 에너지 소비는 거의 동일한 반면, S355와 S460은 훨씬 우수한 성능을 제공할 수 있다는 것입니다.
S355를 표준으로 도입함으로써 보다 지속 가능한 구조물을 실현할 수 있습니다. 이는 철근의 발전과 유사한 논리적 단계입니다. 과거에는 QR/FeB 220이 사용되었지만, 오늘날에는 FeB 500이 표준입니다. 현재 새로운 콘크리트 구조물에 FeB 220을 사용하는 사람은 없습니다.
"콘크리트 분야가 강재 분야보다 더 혁신적인가?"
장점과 우려 사항
고강도 강재를 사용하는 주요 장점은 단면을 슬림화하고 슬래브 두께를 줄임으로써 동일한 강도에 대해 재료 소비를 최적화할 수 있다는 것입니다. 재료 소비가 줄어들면 강재 사용량이 감소하여 경제적 비용이 낮아집니다. 또한 이는 유로화 기준의 비용 절감뿐만 아니라 CO2 배출량 감소로 이어져 기후 목표에 긍정적으로 기여합니다. 강재 생산은 배출량에서 중요한 역할을 차지하기 때문입니다.
이러한 이점은 강구조 자체뿐만 아니라 운반, 조립 및 기초의 경량 설계 가능성에서도 나타나며, 이는 재료, 비용 및 에너지 절감으로 이어집니다. 또한 슬림한 단면은 연결 설계를 용이하게 하여 용접 부피 감소로 이어질 수 있습니다.
반면, 고강도 강재를 사용할 때 고려해야 할 몇 가지 우려 사항도 있습니다. 더 얇은 강재 단면이나 얇은 플레이트를 사용하면 국부 좌굴(접힘)의 가능성이 높아집니다. 또한 고강도 강재의 사용이 강성에 직접적인 영향을 미치지 않기 때문에, 예를 들어 보 단면을 슬림화할 경우 처짐이 커질 수 있습니다. 마지막으로, 고강도 강재의 용접에는 더 구체적인 요건이 있지만, 이는 주로 S460 이상의 강재에 해당됩니다.
고강도 강재의 사용은 FprEN 1993-1-8:2023 Art. 6.9(4)에 따른 IDEA의 상세 규정 검토에서 최소 용접 두께에도 영향을 미칩니다. 아래 표는 강재 강도가 높아질수록 최소 용접 두께가 어떻게 증가하는지를 보여줍니다.
| 강재 등급 | 1.1 ∙ fy,plate/fu,plate | 최소 용접 두께 | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
이로 인해 더 두꺼운 용접이 필요한 경우도 있습니다. 그러나 이는 더 가벼운 단면이나 얇은 플레이트를 사용함으로써 용접 부피를 줄일 수 있다는 점으로 상쇄됩니다.
장점 계산 - IDEA StatiCa Connection에서 S235 대 S355 비교
다음 예제에서는 S235와 S355로 수행된 연결을 비교합니다. 이를 통해 S355의 사용이 재료 절감에 기여할 수 있는지 검토합니다.
엔드 플레이트가 있는 기둥-거더 연결을 분석하며, 이 연결은 반강체(유연) 연결로 간주할 수 있습니다. 모멘트-회전 선도, 모멘트 저항 및 파괴 메커니즘에 대한 영향을 조사하기 위해 IDEA StatiCa를 사용하여 다양한 상황에 대한 강성 해석을 수행하였습니다. 원래 연결은 전체 S235로 제작되었으며, 6개의 M16 8.8 볼트, 두께 10 mm의 엔드 플레이트, 플랜지에 두께 5 mm, 웨브에 두께 3 mm의 이중 모서리 용접으로 구성됩니다. 기둥은 HEA200 단면이고 보는 IPE220 단면입니다. 그림 2는 연결 및 다양한 상황에 대한 결과를 보여줍니다.
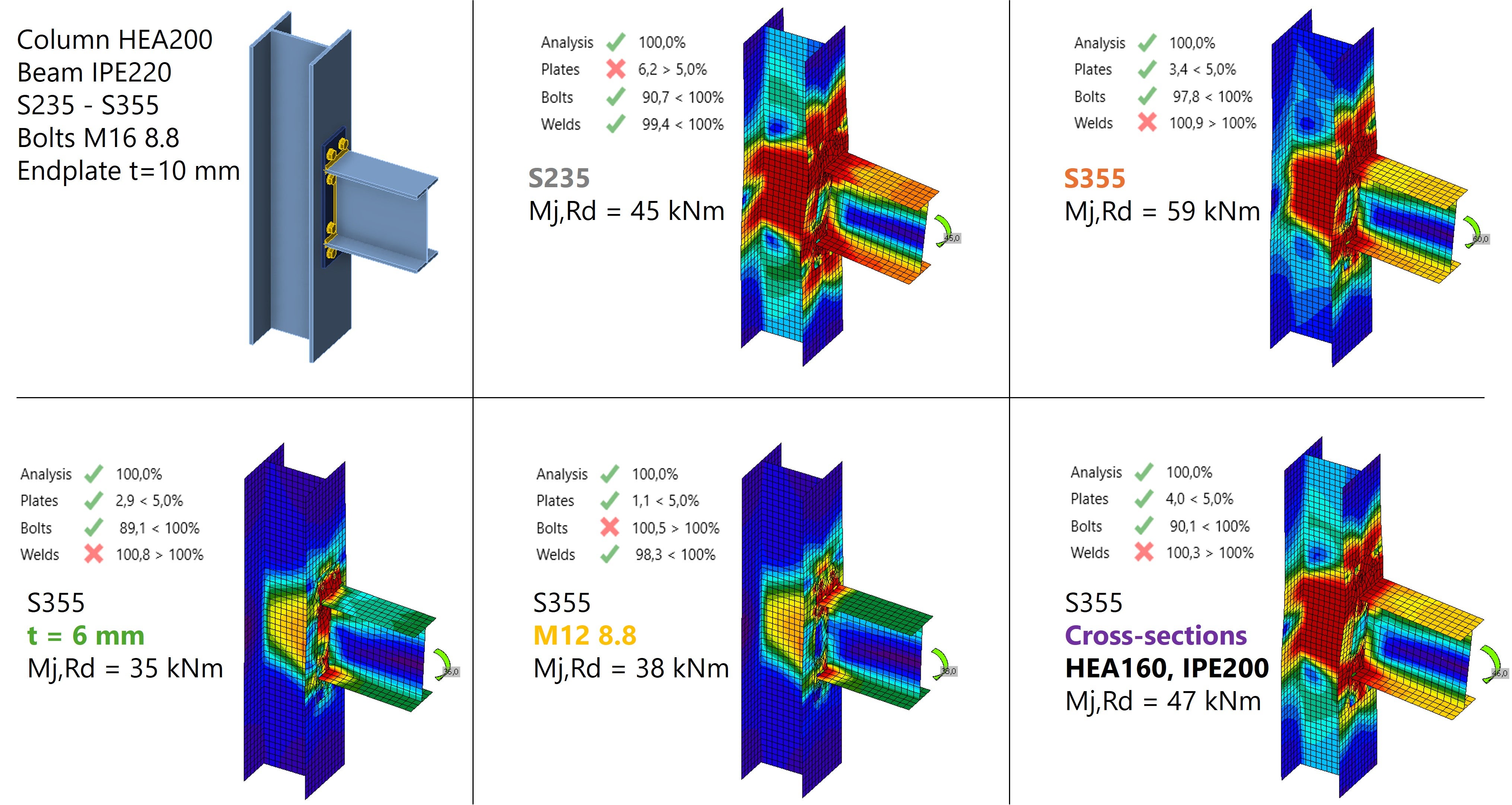
그림 2: 연결 및 결과 개요.
각 상황에 대해 IDEA StatiCa Connection으로 강성 해석을 수행하였으며, 결과는 그림 3의 모멘트-회전 선도에 중첩되어 있습니다. 다음으로 각 상황을 더 자세히 설명합니다. S235와 S355로 수행된 연결부터 시작합니다. 그런 다음 비용 절감을 위해 재료 및 용접 부피를 줄이도록 연결을 수정할 수 있는지 탐색합니다.
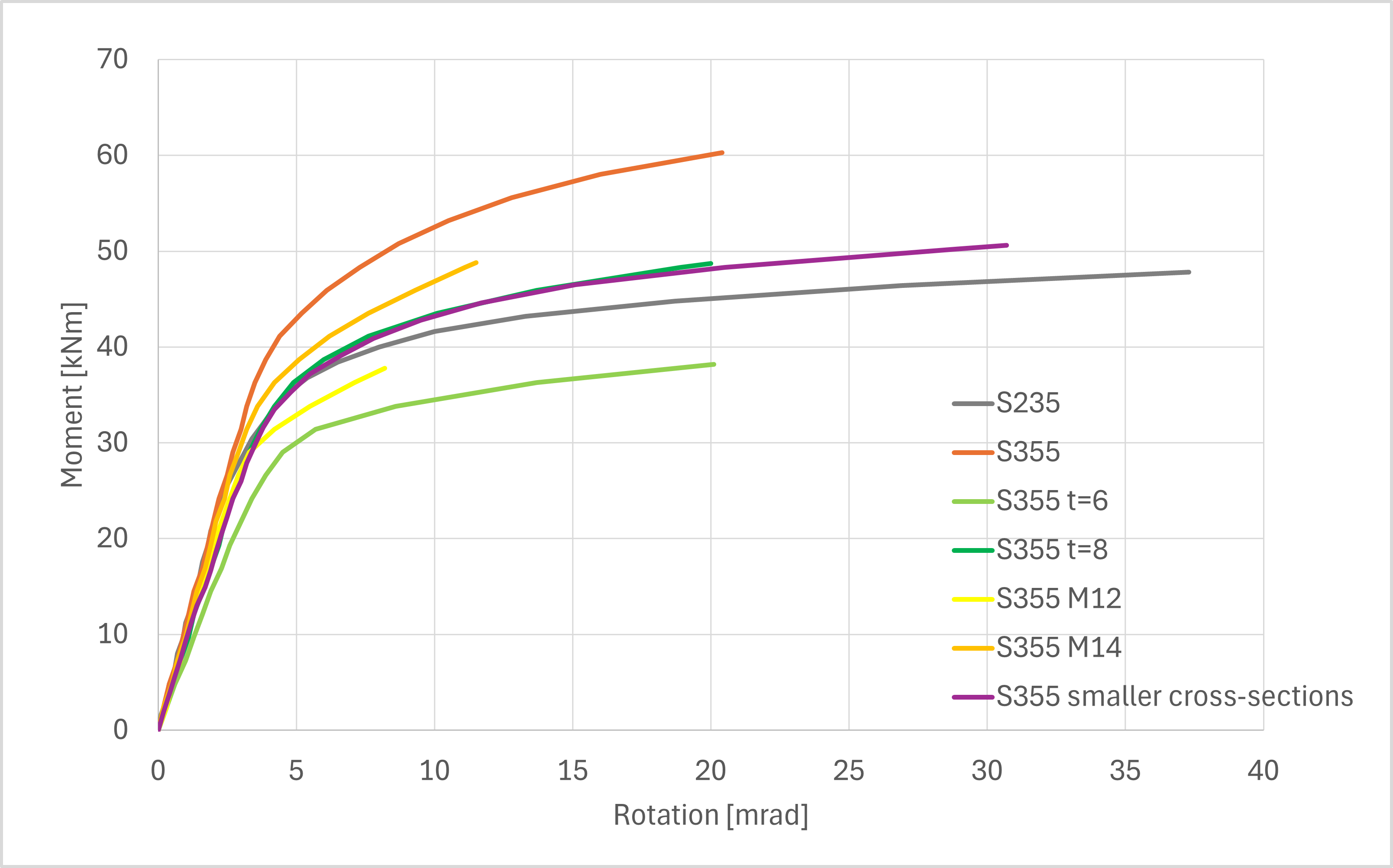
그림 3: 다양한 계산 상황에 대한 모멘트-회전 선도.
- S235:
S235로 수행된 접합부는 약 Mj,Rd = 45 kNm의 모멘트 저항을 달성합니다. 파괴 메커니즘이 기둥 웨브의 소성 변형률에 의해 결정되므로 접합부는 적절한 변형 능력을 나타냅니다.
- S355
S355로 수행된 동일한 접합부의 경우, 초기 회전 강성은 변하지 않습니다(그림 3 참조). E-계수와 형상이 동일하게 유지되므로 강성은 변하지 않습니다. 그러나 접합부의 모멘트 저항은 증가하며, S355의 Mj,Rd는 S235보다 약 30% 높습니다. 강도가 증가하더라도 파괴 메커니즘이 변화함에 따라 변형 능력은 감소합니다. S235에서는 기둥 웨브가 5%의 소성 변형률에 도달하는 반면, S355에서는 엔드 플레이트의 용접부가 최대 허용 응력에 도달하여 연성이 낮은 파괴 메커니즘으로 이어집니다.
S355에서 S235와 동일한 모멘트 저항을 얻기 위해 재료 절감을 위한 접합부 최적화가 가능합니다. 이는 엔드 플레이트를 얇게 하거나, 더 작은 볼트를 사용하거나, 기둥과 보의 단면을 줄임으로써 달성할 수 있습니다.
- S355 소형 볼트
M16 대신 M14 또는 M12 8.8 볼트를 적용하면 Mj,Rd가 감소하고, 그림 3에 나타난 바와 같이 변형 능력도 크게 감소합니다. 볼트 크기를 줄이면 연결의 초기 강성은 유지되지만, 파괴 메커니즘이 볼트로 이동하기 때문에 변형 능력과 강도를 희생하게 됩니다. 이러한 관찰과 절감되는 재료량이 미미하다는 점을 고려할 때, 볼트를 경량화하는 것은 유리하지 않습니다. 볼트 품질 자체가 향상되지 않으므로 이는 예상된 결과입니다.
- S355 얇은 엔드 플레이트
엔드 플레이트 두께를 줄이면 강도와 강성을 희생하지만, 엔드 플레이트가 항복하기 때문에 변형 능력은 유지됩니다. t = 6 mm의 엔드 플레이트에서는 강성과 모멘트 저항이 크게 감소합니다. 그러나 t = 8 mm에서는 S235와 거의 동일한 Mj,Rd가 달성되지만 플레이트 두께는 감소합니다. 이는 접합부 강성과 강도에 큰 부정적 영향 없이 재료를 절감합니다.
- S355 슬림 단면
엔드 플레이트 두께를 10 mm로 유지하되 기둥과 보의 단면을 Mj,Rd가 약 45 kNm이 되는 수준으로 줄이면, 동일한 모멘트 저항과 적절한 변형 능력을 달성하면서도 재료 사용량을 줄일 수 있습니다. 이 경우 단면은 각각 HEA200 및 IPE220에서 HEA160 및 IPE200으로 축소됩니다.
결론
강재 강도를 높임으로써 연결 플레이트 또는 단면 수정을 통해 재료를 절감할 수 있습니다. 단면 축소가 가장 효과적이고 경제적이며, 중량, 비용 및 CO₂ 배출량을 가장 크게 줄일 수 있습니다. 동시에 접합부의 강도와 강성이 유지되어 지속 가능한 해결책을 제공합니다.
그러나 단면적 감소는 부재의 처짐에 직접적인 영향을 미치므로, 이는 더 넓은 설계 범위에서 분석되어야 함을 기억해야 합니다. 또한 강재 강도의 증가는 파괴 메커니즘의 변화로 이어질 수 있으며, 볼트 파괴나 용접부의 높은 응력과 같은 취성 파괴의 위험이 증가합니다. 이는 접합부의 변형 능력을 저하시키므로 항상 바람직한 것은 아닙니다.
그러나 접합부 상세 설계에서 이를 고려하고, 플레이트가 용접부의 취성 파괴보다 먼저 항복해야 한다는 원칙을 반영한 IDEA StatiCa Connection의 상세 규정 검토에 따라 용접 두께가 적합하다면, 강재 등급을 높이고 접합부를 최적화하는 것은 의도적이고 효과적인 선택입니다.
마지막으로, 이 비교는 특정 접합부에 대해 수행된 것이며 결론과 매개변수는 접합부마다 다를 수 있음을 강조합니다. 그러나 전체적인 그림을 얻기 위해서는 전체 구조를 조사에 포함해야 합니다. 그래야만 접합부와 부재 모두에서 강성과 강도의 실제 영향을 완전히 평가할 수 있습니다. 이는 후속 기사에서 더 자세히 다룰 수 있을 것입니다.
참고 문헌
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
