
Is S235 a thing of the past?
The S of Steel
The most commonly used steels in construction are S235, S275, S355 and S460. These are thermomechanically rolled steels, where the "S" stands for "Structural steel" and the number indicates the yield strength in MPa. For example, S355 has a yield strength of 355 MPa, which is 50% higher than that of S235. Although the strength varies, the chemical composition of S235 and S355 is nearly identical. The difference is mainly in the rolling and cooling techniques, which affect mechanical properties such as yield strength and tensile strength.
S355 is sometimes considered a high-strength steel because S235 was the standard for a long time. However, this is an incorrect designation. Steel is only considered a high-strength steel from S690 onward, which is mainly used in industries such as crane construction and offshore. These steels obtain their high strength from an increased carbon content, resulting in a different material composition, production methodology and stricter welding requirements. In this article, we will not discuss the other steels further, and focus on the comparison between S235 and S355 or S460. Figure 1 shows a schematic representation of the stress-strain diagram and mechanical properties of different steel grades. We can see that at higher steel grades, the tensile strength increases while the elongation at break decreases. The stiffness due to the modulus of elasticity remains the same.
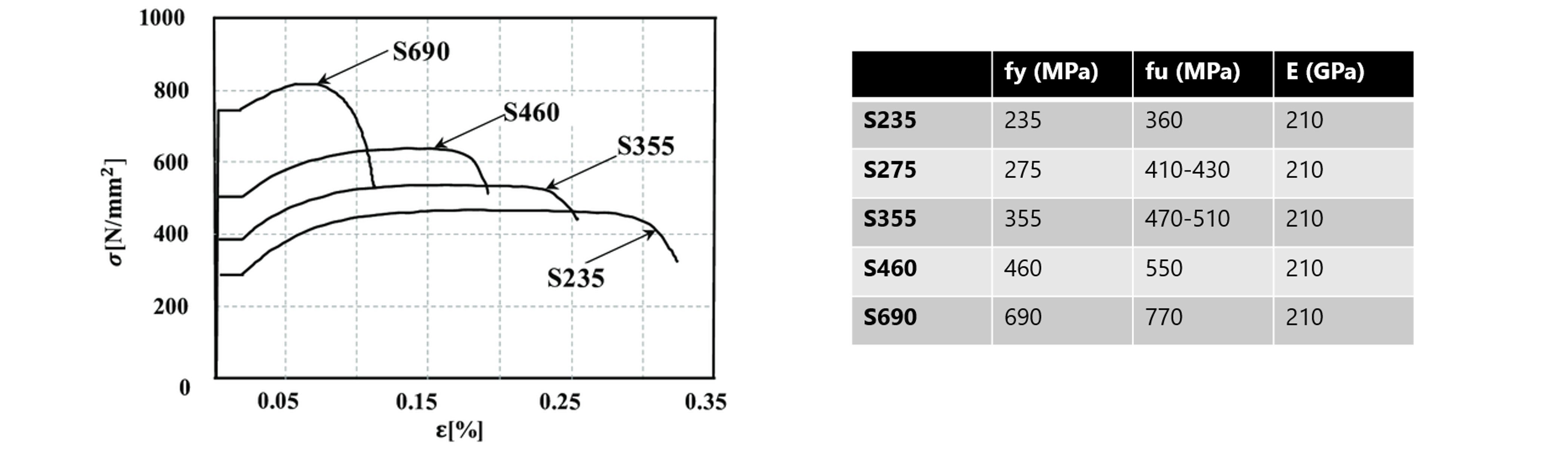
Figure 1: Stress-strain diagram and mechanical properties of different steel grades.
S235 as a standard in construction is obsolete
The potential of S355 or S460 is limited by the use of S235 as a standard in construction. Remarkably, the cost and energy consumption per kilogram for steels S235, S275, S355 and S460 are almost the same, while S355 and S460 can offer significantly better performance.
By introducing S355 as a standard, more sustainable constructions can be achieved. This is therefore a logical step, similar to the evolution in rebar. Where previously QR/FeB 220 was used, today FeB 500 is the standard. No one would now use FeB 220 in new concrete structures.
"Is the concrete world more innovative than the steel world?"
The benefits and concerns
The main advantage of using higher grades of steel is that we can optimize material consumption for the same strength, by slimming profiles and reducing slab thicknesses. Less material consumption means less steel and thus lower economic costs. In addition, this leads not only to cost savings in euros, but also to fewer CO2 emissions, which contributes positively to climate goals, since steel production plays a major role in emissions.
This benefit is visible not only in the steel structure itself, but also in the transportation, assembly and possible lighter design of the foundation, which also results in material, cost and energy savings. In addition, slimmer profiles allow for easier design of connections, which can result in smaller welding volumes.
On the other hand, of course, there are some concerns to consider when using taller steels. When slimmer steel sections or thinner plates are used, the likelihood of local buckling (folding) is greater. Furthermore, the use of stronger steel does not directly affect stiffness which can lead to, for example, greater deflections when slenderizing a beam section. Finally, there are also more specific requirements for welding higher strength steels, but this applies mainly to steel from S460 onwards.
The use of stronger steel also affects the minimum weld thickness in the detailing check in IDEA according to FprEN 1993-1-8:2023 Art. 6.9(4). See the table below showing how the minimum weld thickness increases at higher steel strengths.
| Steel grade | 1.1 ∙ fy,plate/fu,plate | Minimum weld thickness | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
This sometimes requires the use of thicker welds. However, this is compensated by the fact that the welding volume can be reduced by using lighter profile cross-sections or thinner plates.
Calculate your advantage - S235 vs S355 in IDEA StatiCa Connection
In the following example, we make a comparison between a connection performed in S235 and S355. In doing so, we examine whether the use of S355 can contribute to material savings.
We analyze a column-girder connection with a head plate, where the connection can be considered semi-rigid (flexible). A stiffness analysis was performed for different situations using IDEA StatiCa to investigate the influence on the moment-rotation diagram, moment resistance and failure mechanism. The original connection is made entirely in S235 and consists of six M16 8.8 bolts, a head plate with a thickness of 10 mm and double corner welds with a thickness of 5 mm for the flanges and 3 mm for the body. The column is an HEA200 section and the beam is an IPE220 section. Figure 2 shows the connection and the results for the different situations.
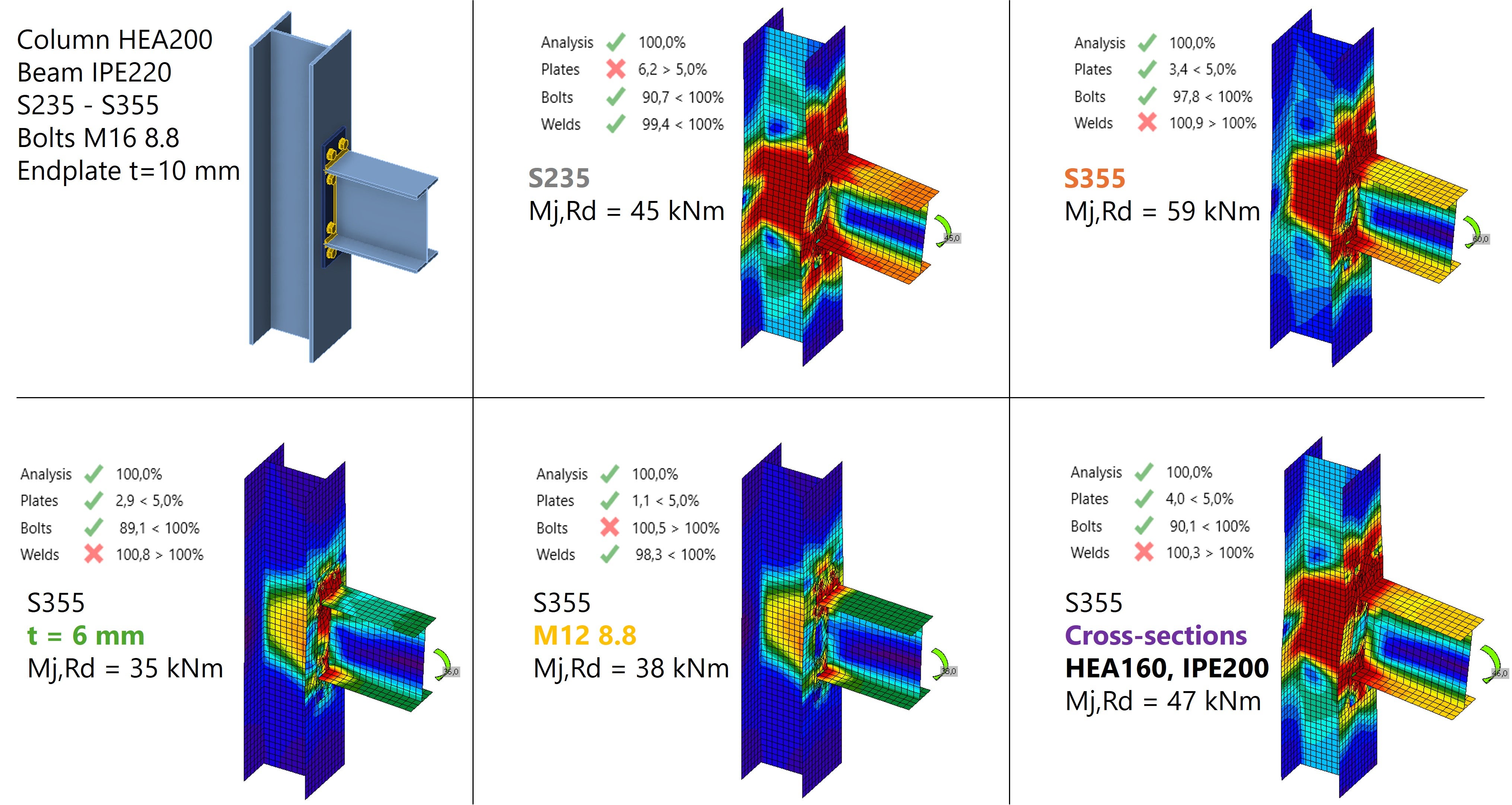
Figure 2: Overview of the connection and results.
For each situation, a stiffness analysis was performed with IDEA StatiCa Connection, and the results are superimposed in a moment-rotation diagram in Figure 3. Next, each situation is explained in more detail. We begin with the connection performed in S235 and S355. We then explore whether we can modify the connection to reduce material and weld volumes to save costs.
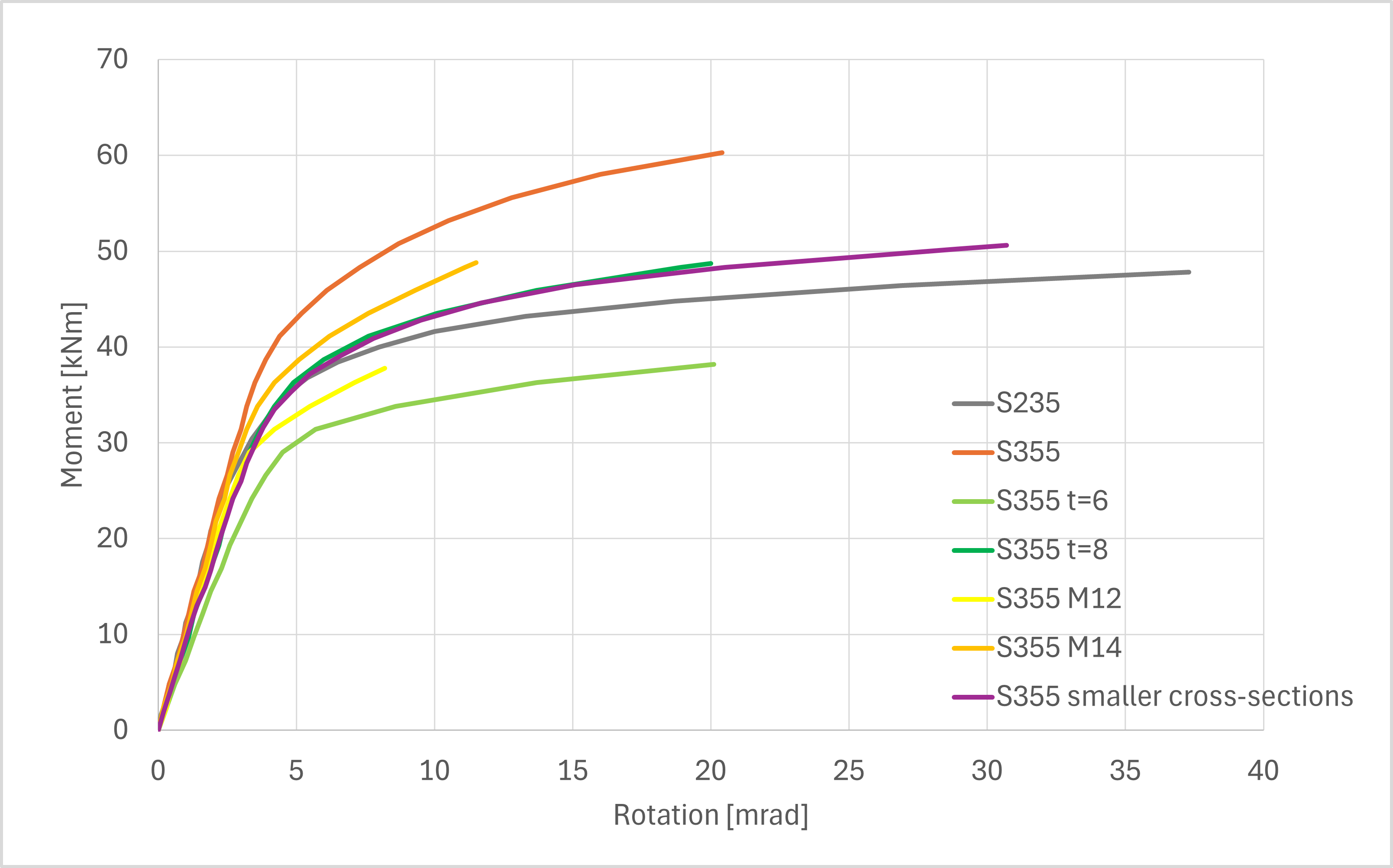
Figure 3: Moment-rotation diagram for the different calculated situations.
- S235:
The joint performed in S235 achieves a moment resistance of about Mj,Rd = 45 kNm. The joint exhibits reasonable deformation capacity because the failure mechanism is determined by plastic strain in the body of the column.
- S355
For the same joint performed in S355, the initial rotational stiffness remains unchanged (see Figure 3). Since the E-modulus and geometry remain the same, the stiffness does not change. However, the moment resistance of the joint increases, with Mj,Rd for S355 about 30% higher than for S235. Although the strength increases, the deformation capacity decreases as the failure mechanism shifts. At S235, the column body reaches 5% plastic strain, while at S355, the welds on the head plate reach the maximum allowable stress, leading to a less ductile failure mechanism.
To obtain the same moment resistance at S355 as at S235, the joint can be optimized for material savings. This can be achieved by making the head plate thinner, by using smaller bolts, or by reducing the profile cross sections of the column and beam.
- S355 smaller bolts
When applying M14 or M12 8.8 bolts instead of M16, Mj,Rd is reduced, but the deformation capacity also decreases significantly as shown in Figure 3. With a reduction in bolt size, you maintain the initial stiffness of the connection, but sacrifice deformation capacity and strength because the failure mechanism shifts to the bolts. Based on this observation and because the amount of material saved is negligible, it is not advantageous to make the bolts lighter. This was to be expected since the bolt quality itself is not increased.
- S355 thinner head plate
With a reduction in the thickness of the head plate, you sacrifice strength and stiffness, but retain deformation capacity because the head plate will flow. At a head plate of t = 6 mm, stiffness and moment resistance are significantly reduced. However, at t = 8 mm, approximately the same Mj,Rd is achieved as with S235, but with a reduced plate thickness. This saves material without significant negative impact on joint stiffness and strength.
- S355 slimmer profiling
When the head plate thickness remains at 10 mm, but the cross-sections of the column and beam are reduced to a point where Mj,Rd is about 45 kNm, this results in equal moment resistance and reasonable deformation capacity, but with less material usage. In this case, the cross sections are reduced from HEA200 and IPE220 to HEA160 and IPE200, respectively.
Conclusion
By increasing the steel strength, material can be saved by modifications to the connection plates or profile cross-sections. Reducing the cross-sections is most effective and economical, as it provides the greatest reduction in weight, cost and CO₂ emissions. At the same time, the strength and rigidity of the joint is maintained, providing a sustainable solution.
However, it should be remembered that a reduction in cross-sectional area directly affects the deflection of the bars, which must be analyzed in the broader design. In addition, an increase in steel strength can lead to a change in the failure mechanism, with an increased risk of brittle fracture, such as bolt failure or higher stresses in the welds. This is not always desirable because it lowers the deformation capacity of the joint.
However, if this is taken into account in the detailing of the joint and the weld thicknesses comply with the detailing control in IDEA StatiCa Connection, which takes into account the principle that the plates must first flow before the welds brittle fracture, then increasing the steel grade and optimizing the joint is a deliberate and effective choice.
Finally, let me emphasize that this comparison was performed specifically for this joint and the conclusions and parameters will vary from joint to joint. However, to obtain an overall picture, we must include the entire structure in our investigation. Only then can we fully assess the actual influence of stiffness and strength in both the joint and the bars. Perhaps this will be explored further in a follow-up article.
Sources
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
