
Ist S235 ein Auslaufmodell?
Das S des Stahls
Die am häufigsten verwendeten Stahlsorten im Bauwesen sind S235, S275, S355 und S460. Es handelt sich um thermomechanisch gewalzte Stähle, wobei das „S" für „Structural steel" (Baustahl) steht und die Zahl die Streckgrenze in MPa angibt. So hat S355 eine Streckgrenze von 355 MPa, was 50 % höher ist als die von S235. Obwohl die Festigkeit variiert, ist die chemische Zusammensetzung von S235 und S355 nahezu identisch. Der Unterschied liegt hauptsächlich in den Walz- und Kühlverfahren, die mechanische Eigenschaften wie Streckgrenze und Zugfestigkeit beeinflussen.
S355 wird manchmal als hochfester Stahl angesehen, weil S235 lange Zeit der Standard war. Dies ist jedoch eine falsche Bezeichnung. Stahl gilt erst ab S690 als hochfester Stahl, der hauptsächlich in Branchen wie dem Kranbau und Offshore eingesetzt wird. Diese Stähle erhalten ihre hohe Festigkeit durch einen erhöhten Kohlenstoffgehalt, was zu einer anderen Materialzusammensetzung, Herstellungsmethodik und strengeren Schweißanforderungen führt. In diesem Artikel werden wir die anderen Stahlsorten nicht weiter behandeln und uns auf den Vergleich zwischen S235 und S355 bzw. S460 konzentrieren. Abbildung 1 zeigt eine schematische Darstellung des Spannung-Dehnung-Diagramms und der mechanischen Eigenschaften verschiedener Stahlgüten. Es ist zu erkennen, dass bei höheren Stahlgüten die Zugfestigkeit zunimmt, während die Bruchdehnung abnimmt. Die Steifigkeit aufgrund des Elastizitätsmoduls bleibt gleich.
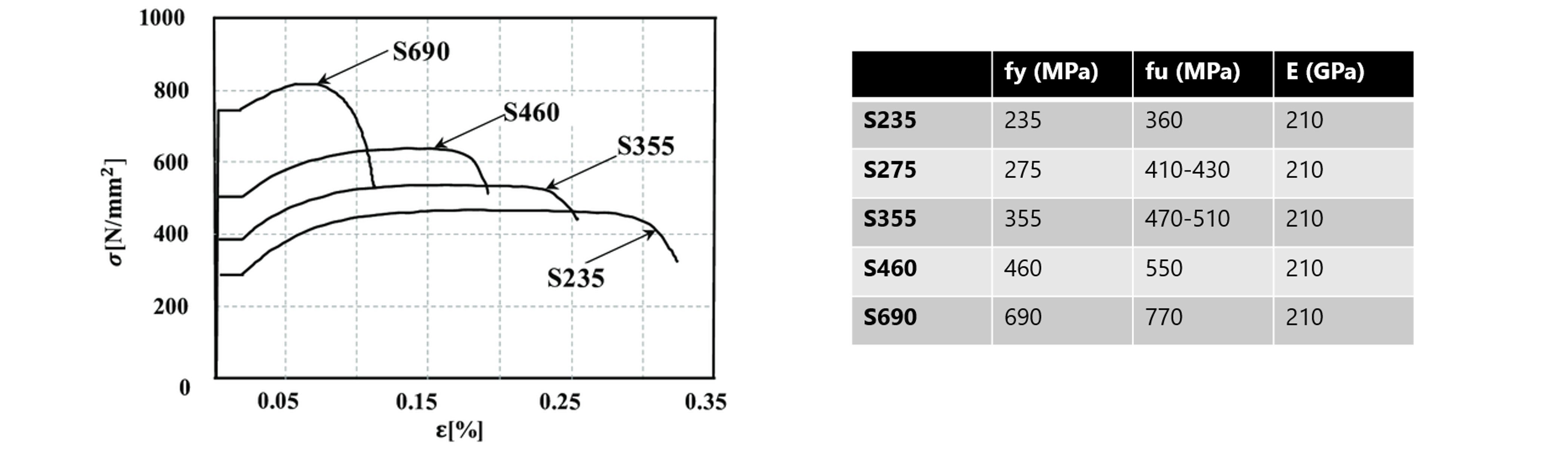
Abbildung 1: Spannung-Dehnung-Diagramm und mechanische Eigenschaften verschiedener Stahlgüten.
S235 als Standard im Bauwesen ist überholt
Das Potenzial von S355 oder S460 wird durch die Verwendung von S235 als Standard im Bauwesen eingeschränkt. Bemerkenswerterweise sind die Kosten und der Energieverbrauch pro Kilogramm für die Stähle S235, S275, S355 und S460 nahezu gleich, während S355 und S460 eine deutlich bessere Leistung bieten können.
Durch die Einführung von S355 als Standard können nachhaltigere Konstruktionen erreicht werden. Dies ist daher ein logischer Schritt, ähnlich der Entwicklung bei Bewehrungsstahl. Wo früher QR/FeB 220 verwendet wurde, ist heute FeB 500 der Standard. Niemand würde heute FeB 220 in neuen Betonbauwerken verwenden.
„Ist die Betonwelt innovativer als die Stahlwelt?"
Die Vorteile und Bedenken
Der Hauptvorteil der Verwendung höherer Stahlgüten besteht darin, dass wir den Materialverbrauch bei gleicher Festigkeit durch schlankere Profile und geringere Plattendicken optimieren können. Weniger Materialverbrauch bedeutet weniger Stahl und damit geringere wirtschaftliche Kosten. Darüber hinaus führt dies nicht nur zu Kosteneinsparungen in Euro, sondern auch zu weniger CO2-Emissionen, was positiv zu den Klimazielen beiträgt, da die Stahlproduktion eine wesentliche Rolle bei den Emissionen spielt.
Dieser Vorteil zeigt sich nicht nur in der Stahlstruktur selbst, sondern auch beim Transport, der Montage und der möglicherweise leichteren Bemessung des Fundaments, was ebenfalls zu Material-, Kosten- und Energieeinsparungen führt. Darüber hinaus ermöglichen schlankere Profile eine einfachere Bemessung von Verbindungen, was zu kleineren Schweißnahtvolumina führen kann.
Andererseits gibt es natürlich einige Bedenken, die bei der Verwendung höherer Stahlgüten zu berücksichtigen sind. Wenn schlankere Stahlquerschnitte oder dünnere Platten verwendet werden, ist die Wahrscheinlichkeit von lokalem Beulen (Falten) größer. Darüber hinaus beeinflusst die Verwendung von höherfestem Stahl die Steifigkeit nicht direkt, was beispielsweise zu größeren Durchbiegungen beim Verschlanken eines Trägerquerschnitts führen kann. Schließlich gibt es auch spezifischere Anforderungen an das Schweißen höherfester Stähle, was jedoch hauptsächlich für Stahl ab S460 gilt.
Die Verwendung von höherfestem Stahl beeinflusst auch die Mindestnahtdicke beim Detaillierungsnachweis in IDEA gemäß FprEN 1993-1-8:2023 Art. 6.9(4). Siehe die nachstehende Tabelle, die zeigt, wie die Mindestnahtdicke bei höheren Stahlgüten zunimmt.
| Stahlgüte | 1,1 ∙ fy,plate/fu,plate | Mindestnahtdicke | ||
| S235 | 0,72 | a ≥ 0,33 ∙ t | ||
| S275 | 0,70 | a ≥ 0,34 ∙ t | ||
| S355 | 0,80 | a ≥ 0,46 ∙ t |
Dies erfordert manchmal die Verwendung dickerer Schweißnähte. Dies wird jedoch dadurch kompensiert, dass das Schweißnahtvolumen durch die Verwendung leichterer Profilquerschnitte oder dünnerer Platten reduziert werden kann.
Berechnen Sie Ihren Vorteil – S235 vs. S355 in IDEA StatiCa Connection
Im folgenden Beispiel vergleichen wir eine Verbindung, die in S235 und S355 ausgeführt wird. Dabei untersuchen wir, ob die Verwendung von S355 zu Materialeinsparungen beitragen kann.
Wir analysieren eine Stützen-Träger-Verbindung mit einer Stirnplatte, bei der die Verbindung als halbstarr (flexibel) betrachtet werden kann. Eine Steifigkeitsanalyse wurde für verschiedene Situationen mit IDEA StatiCa durchgeführt, um den Einfluss auf das Momenten-Rotations-Diagramm, den Momentenwiderstand und den Versagensmechanismus zu untersuchen. Die ursprüngliche Verbindung ist vollständig in S235 ausgeführt und besteht aus sechs M16-8.8-Schrauben, einer Stirnplatte mit einer Dicke von 10 mm und doppelten Kehlnähten mit einer Dicke von 5 mm für die Flansche und 3 mm für den Steg. Die Stütze ist ein HEA200-Querschnitt und der Träger ist ein IPE220-Querschnitt. Abbildung 2 zeigt die Verbindung und die Ergebnisse für die verschiedenen Situationen.
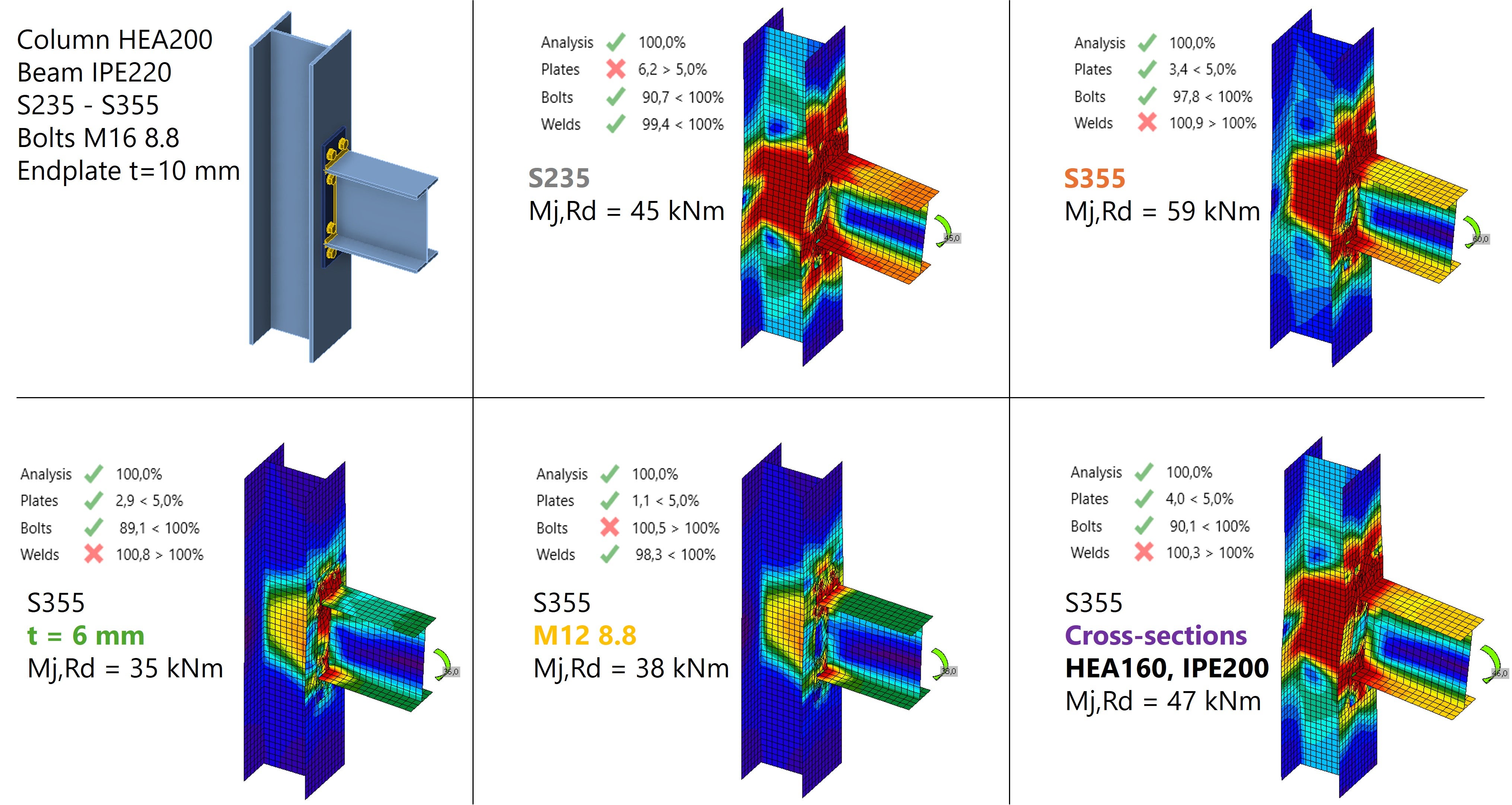
Abbildung 2: Übersicht der Verbindung und Ergebnisse.
Für jede Situation wurde eine Steifigkeitsanalyse mit IDEA StatiCa Connection durchgeführt, und die Ergebnisse sind in einem Momenten-Rotations-Diagramm in Abbildung 3 überlagert. Im Folgenden wird jede Situation detaillierter erläutert. Wir beginnen mit der Verbindung in S235 und S355. Anschließend untersuchen wir, ob wir die Verbindung modifizieren können, um Material- und Schweißnahtvolumina zu reduzieren und Kosten zu sparen.
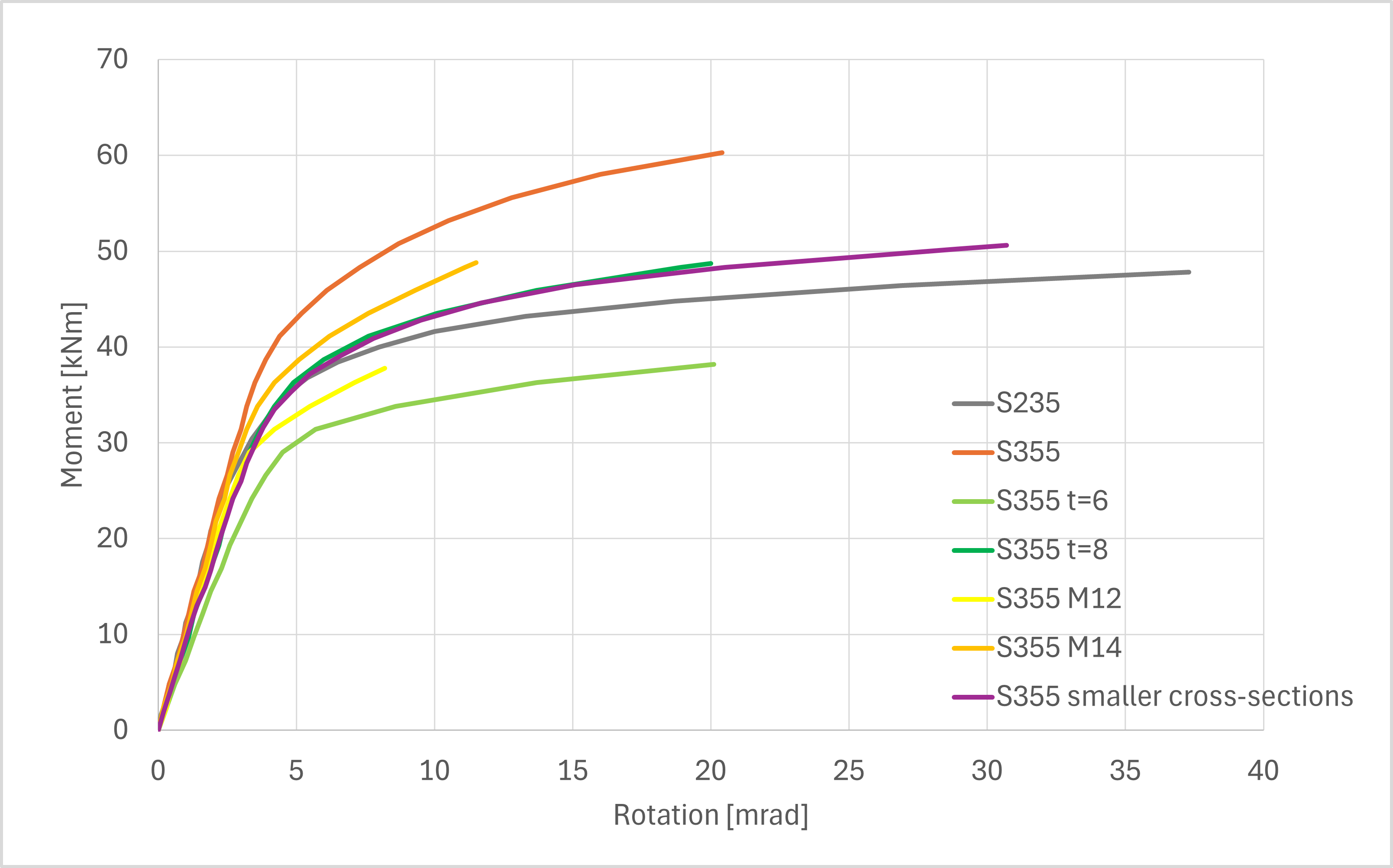
Abbildung 3: Momenten-Rotations-Diagramm für die verschiedenen berechneten Situationen.
- S235:
Die in S235 ausgeführte Verbindung erreicht einen Momentenwiderstand von etwa Mj,Rd = 45 kNm. Die Verbindung weist eine angemessene Verformungskapazität auf, da der Versagensmechanismus durch plastische Dehnung im Steg der Stütze bestimmt wird.
- S355
Bei derselben Verbindung in S355 bleibt die anfängliche Rotationssteifigkeit unverändert (siehe Abbildung 3). Da der E-Modul und die Geometrie gleich bleiben, ändert sich die Steifigkeit nicht. Der Momentenwiderstand der Verbindung nimmt jedoch zu, wobei Mj,Rd für S355 etwa 30 % höher ist als für S235. Obwohl die Festigkeit zunimmt, nimmt die Verformungskapazität ab, da sich der Versagensmechanismus verlagert. Bei S235 erreicht der Stützensteg 5 % plastische Dehnung, während bei S355 die Schweißnähte an der Stirnplatte die maximal zulässige Spannung erreichen, was zu einem weniger duktilen Versagensmechanismus führt.
Um bei S355 denselben Momentenwiderstand wie bei S235 zu erzielen, kann die Verbindung für Materialeinsparungen optimiert werden. Dies kann durch eine dünnere Stirnplatte, durch die Verwendung kleinerer Schrauben oder durch die Reduzierung der Profilquerschnitte von Stütze und Träger erreicht werden.
- S355 kleinere Schrauben
Bei der Verwendung von M14- oder M12-8.8-Schrauben anstelle von M16 wird Mj,Rd reduziert, aber die Verformungskapazität nimmt ebenfalls deutlich ab, wie in Abbildung 3 dargestellt. Mit einer Reduzierung der Schraubengröße behält man die anfängliche Steifigkeit der Verbindung bei, opfert jedoch Verformungskapazität und Festigkeit, da sich der Versagensmechanismus zu den Schrauben verlagert. Aufgrund dieser Beobachtung und weil die eingesparte Materialmenge vernachlässigbar ist, ist es nicht vorteilhaft, die Schrauben leichter zu machen. Dies war zu erwarten, da die Schraubenqualität selbst nicht erhöht wird.
- S355 dünnere Stirnplatte
Mit einer Reduzierung der Stirnplattendicke opfert man Festigkeit und Steifigkeit, behält jedoch die Verformungskapazität bei, da die Stirnplatte fließen wird. Bei einer Stirnplatte von t = 6 mm werden Steifigkeit und Momentenwiderstand deutlich reduziert. Bei t = 8 mm wird jedoch annähernd dasselbe Mj,Rd wie bei S235 erreicht, jedoch mit reduzierter Plattendicke. Dies spart Material ohne nennenswerte negative Auswirkungen auf die Verbindungssteifigkeit und -festigkeit.
- S355 schlankere Profile
Wenn die Stirnplattendicke bei 10 mm bleibt, die Querschnitte von Stütze und Träger jedoch so weit reduziert werden, dass Mj,Rd etwa 45 kNm beträgt, ergibt sich ein gleicher Momentenwiderstand und eine angemessene Verformungskapazität, jedoch mit geringerem Materialeinsatz. In diesem Fall werden die Querschnitte von HEA200 und IPE220 auf HEA160 bzw. IPE200 reduziert.
Fazit
Durch die Erhöhung der Stahlgüte kann durch Modifikationen an den Verbindungsplatten oder Profilquerschnitten Material eingespart werden. Die Reduzierung der Querschnitte ist am effektivsten und wirtschaftlichsten, da sie die größte Reduzierung von Gewicht, Kosten und CO₂-Emissionen bietet. Gleichzeitig werden die Festigkeit und Steifigkeit der Verbindung beibehalten, was eine nachhaltige Lösung darstellt.
Es sollte jedoch bedacht werden, dass eine Reduzierung der Querschnittsfläche die Durchbiegung der Bauteile direkt beeinflusst, was im Rahmen der Gesamtbemessung analysiert werden muss. Darüber hinaus kann eine Erhöhung der Stahlgüte zu einer Änderung des Versagensmechanismus führen, mit einem erhöhten Risiko von Sprödbruch, wie z. B. Schraubenversagen oder höheren Spannungen in den Schweißnähten. Dies ist nicht immer wünschenswert, da es die Verformungskapazität der Verbindung verringert.
Wenn dies jedoch bei der Detaillierung der Verbindung berücksichtigt wird und die Nahtdicken dem Detaillierungsnachweis in IDEA StatiCa Connection entsprechen, der den Grundsatz berücksichtigt, dass die Platten zuerst fließen müssen, bevor die Schweißnähte spröde brechen, dann ist die Erhöhung der Stahlgüte und die Optimierung der Verbindung eine bewusste und effektive Wahl.
Abschließend sei betont, dass dieser Vergleich speziell für diese Verbindung durchgeführt wurde und die Schlussfolgerungen und Parameter von Verbindung zu Verbindung variieren werden. Um jedoch ein Gesamtbild zu erhalten, müssen wir die gesamte Struktur in unsere Untersuchung einbeziehen. Erst dann können wir den tatsächlichen Einfluss von Steifigkeit und Festigkeit sowohl in der Verbindung als auch in den Bauteilen vollständig beurteilen. Möglicherweise wird dies in einem Folgeartikel weiter untersucht.
Quellen
- Li, Y., Lee, C.-C., & Cai, Y. (2023). Recent research advances in high-performance steel tubular members: Material properties, stub columns, and beams. Buildings, 13(11), 2713. https://doi.org/10.3390/buildings13112713
- Greven, S. X. (2013, October). Why S235 is obsolete. Building with Steel, 235. https://www.duurzaaminstaal.nl/upload/File/BMS_235_S235.pdf
- Romeijn, E., & Luijendijk, T. (2009). Construction high-strength steel makes different demands on welding. Metal magazine, 9, 30-32.
