Avustralya standartlarına göre kaynak bölgelerinin kod kontrolü
Köşe kaynakları AS 4100 - Bölüm 9.6'ya göre kontrol edilir. Tam nüfuziyetli alın kaynaklarının dayanımı, ana metal ile aynı kabul edilir ve kontrol edilmez.
Alın kaynakları veya köşe kaynakları, tam kenar boyu boyunca, kısmi kaynak veya aralıklı kaynak olarak ayarlanabilir. Alın kaynakları, kaynaklanan elemanla aynı dayanıma sahip olduğu kabul edilerek kontrol edilmez. Köşe kaynakları durumunda, kaynak elemanı plakaları birbirine bağlayan interpolasyon bağlantıları arasına yerleştirilir. Kaynak elemanı, uzun kaynaklar, çok yönlü kaynaklar veya takviyesiz başlığa kaynak gibi durumlarda elle hesaplamaya benzer bir dayanım elde edilmesi amacıyla gerilmeyi kaynak boyu boyunca yeniden dağıtmak için belirlenmiş elastoplastik malzeme diyagramına sahiptir. Kaynak kontrolünde en fazla gerilmeye maruz kalan kaynak elemanı belirleyicidir.
Birim kaynak boyu başına tasarım kuvvetine, vw*, maruz kalan bir köşe kaynağı, Md. 9.6.3.10'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ v_w^* \le ϕ v_w \]
burada:
- ϕ = 0.8 – kapasite faktörü (Bölüm 3.4), Kod ayarlarında düzenlenebilir
- vw = 0.6 fuw tt – birim uzunluk başına köşe kaynağının nominal kapasitesi
- fuw – kaynak metalinin nominal çekme dayanımı (Tablo 9.6.3.10 (A))
- tt – tasarım boğaz kalınlığı
Azaltma faktörü kr, 1'e eşit kabul edilir (kaynak boyu 1,7 m'den kısa).
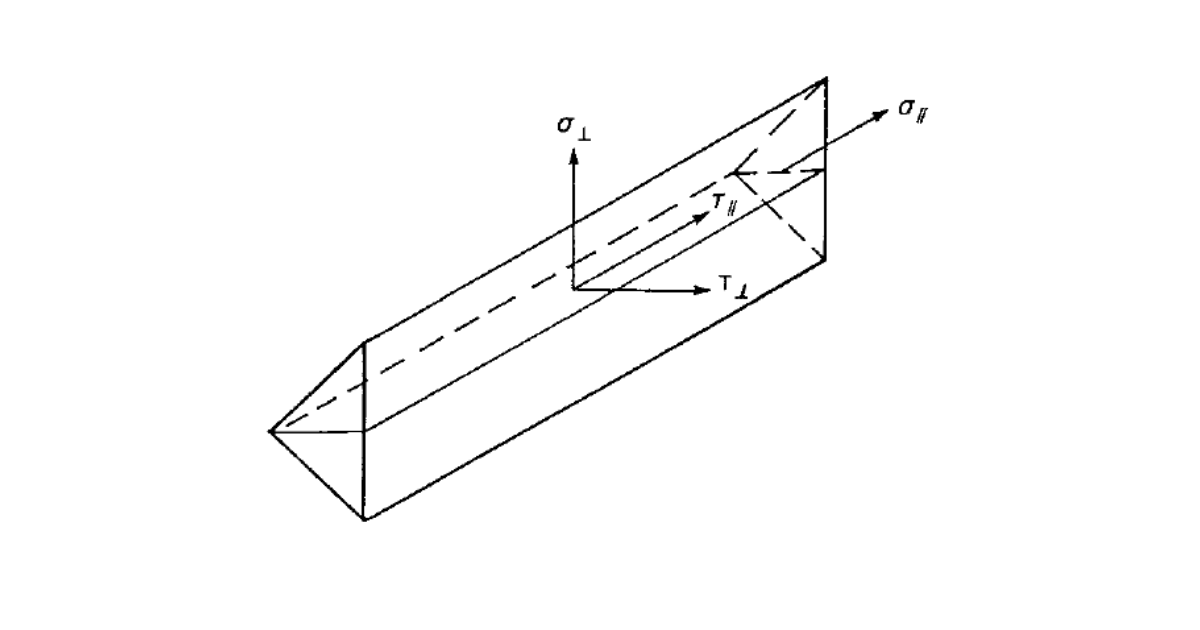
Kaynak diyagramları, aşağıdaki formüle göre gerilmeyi gösterir:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
