Verificação normativa de soldaduras segundo as normas australianas
As soldaduras de filete são verificadas de acordo com AS 4100 - Capítulo 9.6. A resistência das soldaduras de topo CJP é assumida igual à do metal de base e não é verificada.
É possível definir soldaduras de topo ou soldaduras de filete ao longo de todo o comprimento da aresta, soldaduras parciais ou soldaduras intermitentes. As soldaduras de topo assumem-se com a mesma resistência que o elemento soldado e não são verificadas. No caso das soldaduras de filete, o elemento de soldadura é inserido entre ligações de interpolação que conectam as chapas entre si. O elemento de soldadura possui um diagrama de material elasto-plástico especificado para redistribuir a tensão ao longo do comprimento da soldadura, de modo que as soldaduras longas, soldaduras com múltiplas orientações ou soldaduras em aba não enrijecida apresentem resistência semelhante à obtida por cálculo manual. O elemento de soldadura mais solicitado é determinante na verificação normativa da soldadura.
Uma soldadura de filete sujeita a uma força de cálculo por unidade de comprimento de soldadura, vw*, é dimensionada de acordo com a Cl. 9.6.3.10 e deve satisfazer:
\[ v_w^* \le ϕ v_w \]
onde:
- ϕ = 0,8 – fator de capacidade (Capítulo 3.4) editável na configuração normativa
- vw = 0,6 fuw tt – capacidade nominal de uma soldadura de filete por unidade de comprimento
- fuw – resistência à tração nominal do metal de soldadura (Tabela 9.6.3.10 (A))
- tt – espessura de garganta de cálculo
O fator de redução, kr, é assumido igual a 1 (soldadura com comprimento inferior a 1,7 m).
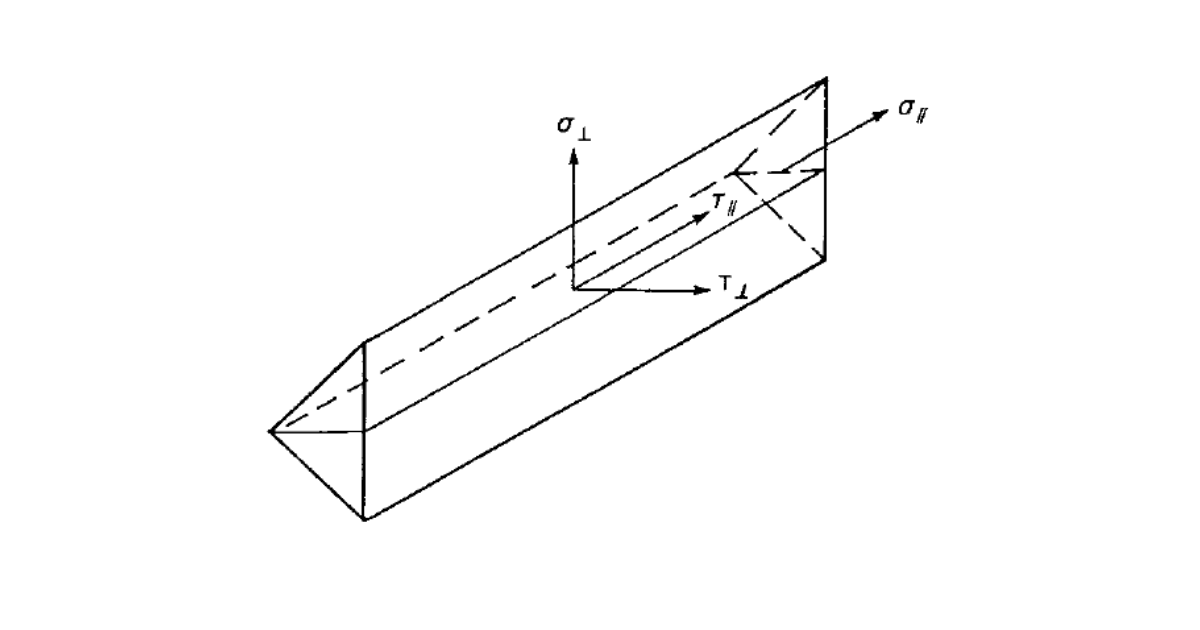
Os diagramas de soldadura mostram a tensão de acordo com a seguinte fórmula:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
