Modello di Saldatura CBFEM: Validazione e Verifica
Esistono diverse opzioni per il trattamento delle saldature nei modelli numerici. Le grandi deformazioni rendono l'analisi meccanica più complessa ed è possibile utilizzare diverse descrizioni della rete, diverse variabili cinetiche e cinematiche e modelli costitutivi. I diversi tipi di modelli geometrici 2D e 3D e quindi gli elementi finiti con la loro applicabilità per diversi livelli di accuratezza sono generalmente utilizzati. Il modello di materiale più comunemente utilizzato è il comune modello di plasticità indipendente dalla velocità basato sul criterio di snervamento di von Mises. Vengono descritti due approcci utilizzati per le saldature.
Collegamento diretto delle piastre
La prima opzione del modello di saldatura tra piastre è una fusione diretta delle reti come mostrato in Figura 1. Il carico viene trasmesso attraverso vincoli forza-deformazione basati sulla formulazione Lagrangiana alla piastra opposta. Il collegamento è denominato vincolo multi-punto (MPC) e mette in relazione i nodi degli elementi finiti del bordo di una piastra con un'altra piastra. I nodi degli elementi finiti non sono collegati direttamente. Il vantaggio di questo approccio è la capacità di collegare reti con densità diverse. Il vincolo consente di modellare la superficie della linea mediana delle piastre collegate con l'offset, che rispetta lo spessore reale della piastra. Questo tipo di collegamento è utilizzato per le saldature di testa a piena penetrazione.
Saldatura con ridistribuzione plastica delle tensioni
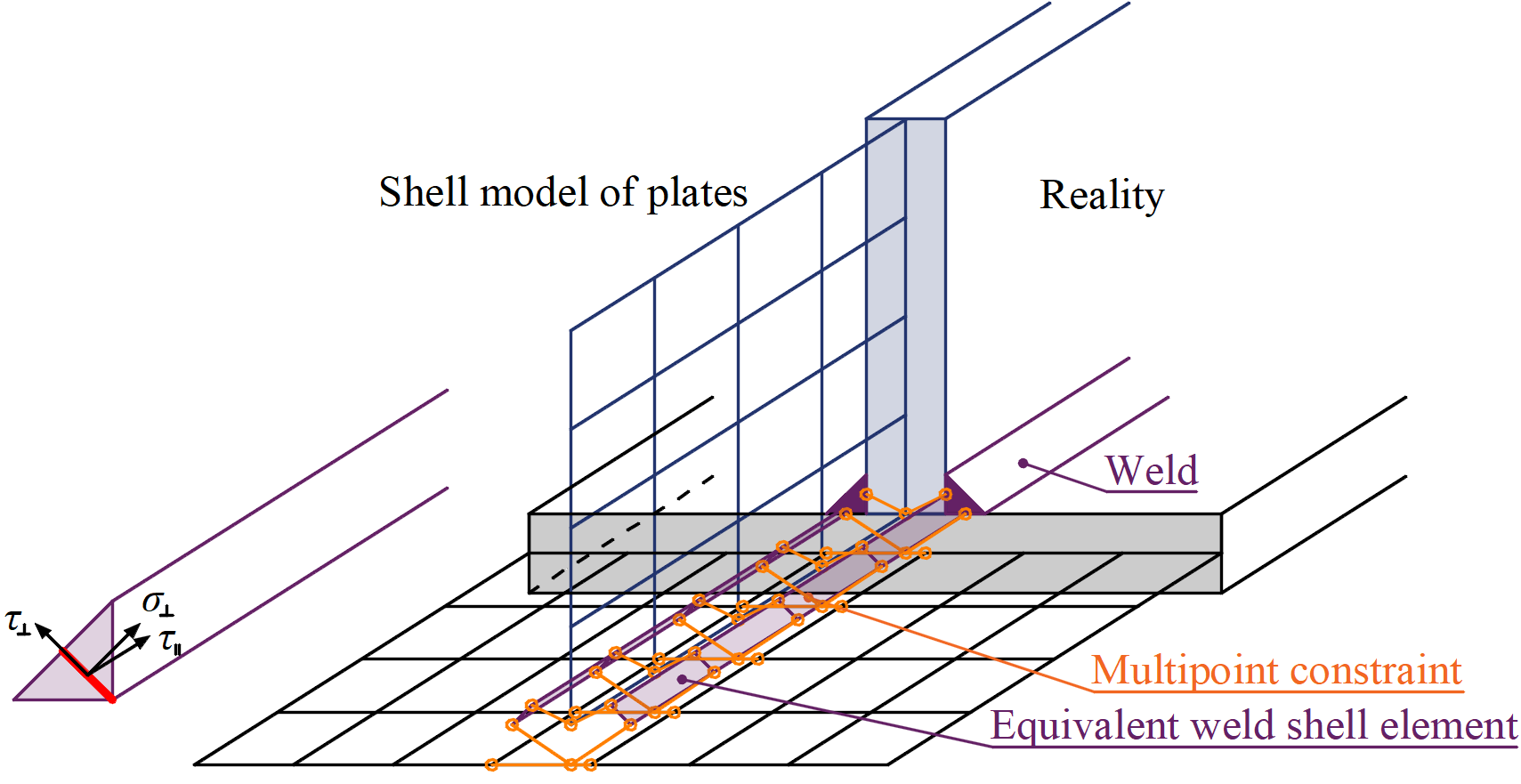
La distribuzione del carico nella saldatura è derivata dall'MPC, quindi le tensioni sono calcolate nella sezione di gola. Questo è importante per la distribuzione delle tensioni nella piastra sotto la saldatura e per la modellazione dei T-stub. Questo modello non rispetta la rigidezza della saldatura e la distribuzione delle tensioni è conservativa. I picchi di tensione, che compaiono alle estremità dei bordi delle piastre, negli angoli e nelle arrotondature, governano la resistenza lungo l'intera lunghezza della saldatura. Per esprimere il comportamento della saldatura viene applicato un modello di saldatura migliorato. Un elemento elastoplastico speciale viene aggiunto tra le piastre. L'elemento rispetta lo spessore di gola della saldatura, la posizione e l'orientamento. Il solido di saldatura equivalente viene inserito con le corrispondenti dimensioni di saldatura come mostrato in Figura 2. Viene applicata l'analisi del materiale non lineare e viene considerato il comportamento elastoplastico nel solido di saldatura equivalente. I picchi di tensione vengono ridistribuiti lungo la lunghezza della saldatura.

Figura 1: Vincolo tra nodi della rete (saldatura di testa)
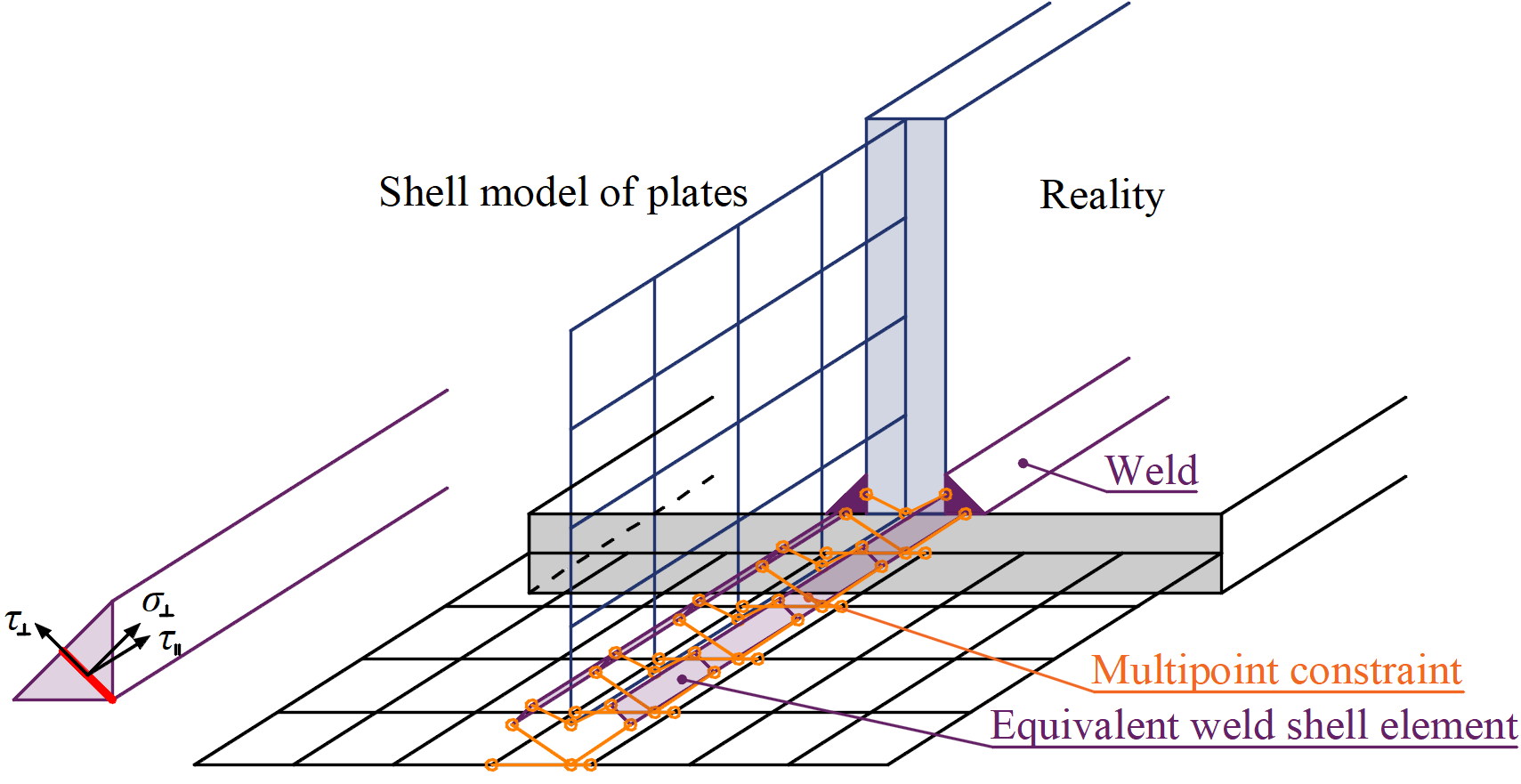
Figura 2: Vincolo tra elemento di saldatura e nodi della rete (saldatura a cordone d'angolo)
Lo scopo dei modelli di saldatura di progetto non è quello di riprodurre perfettamente la realtà. Le tensioni residue o il ritiro della saldatura vengono trascurati. I modelli di saldatura di progetto sono verificati per la loro resistenza secondo le normative pertinenti. Per ciascuna normativa viene selezionato un appropriato modello di saldatura di progetto. Le resistenze delle saldature ordinarie, delle saldature su flangia non irrigidita, delle saldature lunghe e dei gruppi di saldature multi-orientate sono state studiate per selezionare i parametri dell'elemento di saldatura di progetto.
La deformazione plastica è pari al 5% dello spessore di gola della saldatura e concorda con la deformazione plastica massima delle piastre.
Verifica
Confronto con EN 1993-1-8
Il modello presentato per il CBFEM è verificato su una saldatura a cordone d'angolo in un giunto a sovrapposizione e su una saldatura su flangia non irrigidita con il modello analitico presentato in EN1993-1-8:2005. Per il giunto a sovrapposizione, due piastre, P10 e P20, sono collegate tra loro in tre configurazioni: con una saldatura trasversale, con una saldatura longitudinale e con una combinazione delle saldature trasversale e longitudinale, vedere Figura 3 (Wald et al, 2019). La lunghezza (100–800 mm) e lo spessore di gola (3–10 mm) della saldatura sono i parametri variabili nello studio. Lo studio comprende saldature lunghe la cui resistenza è ridotta a causa della concentrazione delle tensioni. Il giunto è caricato solo da forza normale. Il riepilogo dei risultati è presentato in Figura 4. Mostra che la differenza tra i due metodi di calcolo è in tutti i casi inferiore al 7%.

Figura 3: Configurazioni per lo studio di sensibilità, con saldatura trasversale, con saldatura longitudinale e combinazione di entrambe (non mostrata)

Figura 4: Verifica della previsione CBFEM della saldatura a cordone d'angolo in un giunto a sovrapposizione con il modello analitico in EN1993-1-8:2005
Viene studiata una saldatura a cordone d'angolo che collega una piastra perpendicolare a una piastra non irrigidita. Il modello CBFEM è verificato rispetto al modello analitico basato sulla larghezza efficace beff al punto 4.1 della EN 1993-1-8:2005. La piastra è collegata a colonne di sezione aperta e a sezione scatolare e caricata a trazione. Vengono studiate le flange di HEB160 fino a HEB260. Sono collegate con piastre di larghezza 160–260 mm mediante saldature con spessore di gola di 3 mm. La sezione scatolare composta da due sezioni a U è studiata per una larghezza di 200 mm e spessori di 5–11 mm, vedere Figura 5 (Wald et al, 2019). I risultati di questo studio di sensibilità sono presentati in Figura 6. I risultati del CBFEM sono confrontati con i risultati del modello analitico e si osserva un ottimo accordo. La differenza è per tutti i casi di carico inferiore al 10%.

Figura 5: Collegamenti a saldatura a cordone d'angolo studiati di una piastra flessibile a) una flangia di colonna non irrigidita di sezione aperta e b) una sezione scatolare non irrigidita

Figura 6: Verifica della previsione CBFEM di una saldatura a cordone d'angolo che collega una piastra perpendicolare a una piastra non irrigidita con il modello analitico in EN1993-1-8:2005
Confronto con AISC 360-10
AISC 360-10, Sezione J2-4 contiene un modello per la compatibilità delle deformazioni delle saldature. Le saldature longitudinali sviluppano la deformazione più elevata a rottura; inoltre il picco di resistenza al carico viene raggiunto a una deformazione molto più elevata rispetto al caso delle saldature trasversali; vedere Figura 7. Se un gruppo di saldature con saldature sia trasversali che longitudinali è caricato, le saldature trasversali possono rompersi prima che le saldature longitudinali raggiungano la loro capacità massima. Pertanto, è importante verificare la compatibilità delle deformazioni delle saldature se la resistenza massima al carico della saldatura è stimata nel progetto.

Figura 7: Confronto del modello elastoplastico proposto per la saldatura con esperimenti (Callele et al., 2005)
La normativa utilizza formule empiriche per la deformazione dell'elemento di saldatura. Le formule per la deformazione dell'elemento di saldatura alla tensione massima Δm e a rottura Δu sono mostrate di seguito:
Δm = 0.209 (θ + 2)-0.32 w
Δu = 1.087 (θ + 6)-0.65 w ≤ 0.17 w
dove w è la dimensione della saldatura e θ è l'angolo tra l'asse longitudinale dell'elemento di saldatura e la direzione della forza risultante che agisce sull'elemento in gradi. La deformazione della saldatura in funzione dell'angolo di carico θ e della dimensione della saldatura è riportata in Figura 8. Utilizzando lo spessore di gola come dimensione di riferimento della saldatura, il modello nella normativa AISC ha una deformazione compresa tra il 7% per la saldatura trasversale e il 24% per la saldatura longitudinale. Il modello CBFEM utilizza un valore costante di deformazione del 5% ed è quindi più cautelativo rispetto al modello di saldatura AISC.

Figura 8: Deformazione della saldatura alla tensione massima e a rottura in funzione dell'angolo di carico (a sinistra) e della dimensione della saldatura per saldatura longitudinale e trasversale (a destra)
Confronto con CSA S16-14
La compatibilità delle deformazioni è elaborata in dettaglio nella CSA S16-14. La resistenza di una saldatura in un gruppo di saldature multi-orientate è moltiplicata per un fattore di riduzione:
\[ M_w = \frac{0.85 + \theta_1/600}{0.85 + \theta_2/600} \]
dove θ1 è l'orientamento del segmento di saldatura in esame e θ2 è l'orientamento del segmento di saldatura nel giunto più vicino a 90°. La riduzione più elevata è per un gruppo di saldatura longitudinale e trasversale – 15% per la saldatura longitudinale, che equivale alla riduzione in AISC 360.
La resistenza dei gruppi di saldature multi-orientate è verificata mediante calcolo secondo AISC e CSA per i provini della ricerca di Callele et al. (2005). Le resistenze dei gruppi di saldature multi-orientate sono quasi identiche; la differenza maggiore tra il modello di saldatura CBFEM e il calcolo normativo è dell'1,3%. Nella Tabella 1 sono forniti anche i risultati delle sole saldature trasversali (indicate con t) e longitudinali (o inclinate a 45° – indicate con l). Nel CBFEM, il valore di Mw può essere ricalcolato come 0,83 per un gruppo di saldatura trasversale e longitudinale, il che è molto vicino a 0,85 della normativa. Tuttavia, per un gruppo di saldatura trasversale e inclinata a 45°, il Mw = 0,98 nel CBFEM rispetto a 0,925 della normativa CSA.

Tabella 1: Confronto del modello di saldatura CBFEM con il calcolo secondo AISC 360 e CSA S16-14 per gruppi di saldature multi-orientate
Validazione
La validazione del modello CBFEM proposto è presentata su tre lavori sperimentali pubblicati per le saldature a cordone d'angolo:
- Caricate parallelamente (Kleiner, 2018)
- Caricate perpendicolarmente (Ng et al, 2002)
- Saldature multi-orientate (Callele et al, 2005)
Le saldature longitudinali (caricate parallelamente) sono state testate intensivamente presso l'Università di Stoccarda. Tutte le saldature testate presentano un ramo plastico relativamente ampio, sebbene siano state testate anche saldature in acciaio ad alta resistenza con elettrodi di saldatura incompatibili. Il modello di saldatura utilizzato nel CBFEM è molto conservativo sia in termini di resistenza che di deformazione plastica; vedere Figura 9 per un esempio con un tipo di elettrodo di saldatura.

Figura 9: Confronto del modello elastoplastico proposto per la saldatura con esperimenti (Kleiner, 2018) per saldature longitudinali nel diagramma tensione–deformazione
Le saldature trasversali (caricate perpendicolarmente) sono state testate presso l'Università di Alberta. Provini a giunzione sovrapposta e a croce sono stati testati a varie temperature. La resistenza di tutte le saldature testate era conservativa in tutti i casi rispetto sia alla normativa AISC che CSA e quindi anche per il modello di saldatura CBFEM che rispetta la resistenza delle saldature secondo le normative nazionali. La capacità di deformazione delle saldature trasversali è significativamente inferiore, specialmente per le saldature a croce. Purtroppo, le saldature a croce comprendevano solo 6 provini. Nel rapporto non è indicato se l'acciaio utilizzato avesse sufficienti proprietà del materiale in direzione dello spessore, ovvero il valore ZRd della EN 1993-1-10. Un'ampia quantità di giunti a sovrapposizione è stata testata con classificazione e produttore del metallo d'apporto variabili, produttore dell'acciaio di base, dimensione nominale della saldatura e temperatura di prova. Tutti i giunti a sovrapposizione testati avevano una capacità di deformazione superiore rispetto al modello di saldatura suggerito nel CBFEM; vedere Figura 10.
Figura 10: Confronto del modello elastoplastico proposto per la saldatura con esperimenti su giunti a sovrapposizione (Ng et al, 2002) per saldature trasversali sulla deformazione a rottura
I gruppi di saldature multi-orientate sono stati testati nuovamente presso l'Università di Alberta (Callele et al., 2005). Elettrodi di saldatura E70T-7 (resistenza a trazione nominale 480 MPa) con dimensione di saldatura di 12 mm e 8 mm (notazione a). L'acciaio di grado A572, Gr. 50 è stato utilizzato per il metallo di base. Le saldature trasversali e longitudinali sono indicate con TL (11 provini) e le saldature trasversali e inclinate di 45° sono indicate con TF (8 provini). La resistenza del gruppo di saldature è in tutti i casi molto maggiore rispetto alla soluzione analitica e al modello di saldatura CBFEM; vedere Figura 11. Ciò è causato dalla maggiore resistenza della saldatura, dalla maggiore area di rottura e dal fattore di sicurezza utilizzato. Nel modello CBFEM sono state utilizzate le dimensioni nominali della saldatura e la resistenza nominale. La deformazione a rottura è sempre molto vicina alla deformazione al carico massimo. In tutti i casi tranne uno (provino TF4), il modello di saldatura CBFEM presenta una deformazione inferiore.

Figura 11: Confronto del modello elastoplastico proposto per la saldatura con esperimenti su gruppi di saldature multi-orientate (Callele et al., 2005)
Conclusione
Viene presentato il modello di saldature per il modello CBFEM. È stato sviluppato un elemento di modello di saldatura FEA orientato alla progettazione, che consente di verificare la resistenza di progetto indicata nelle normative di progettazione per le saldature a cordone d'angolo. Il comportamento del modello di saldatura è stato adattato alla resistenza al carico delle saldature o dei gruppi di saldature previsti dalle normative piuttosto che al vero comportamento della saldatura dagli esperimenti. Il modello è stato verificato su modelli analitici per il comportamento delle saldature in EN 1993-1-8:2006, AISC 360-10 e CSA S16-14. Le differenze tra il modello di saldatura CBFEM e il calcolo secondo la normativa sono inferiori al 10%. La validazione del modello CBFEM proposto è presentata su tre estesi lavori sperimentali pubblicati per le saldature a cordone d'angolo caricate parallelamente e perpendicolarmente all'asse della saldatura e per il gruppo di saldature multi-orientate.
La deformazione delle saldature è simile per il modello di saldatura CBFEM indipendentemente dall'angolo di carico. La deformazione massima della saldatura è quindi molto sicura per le saldature longitudinali e sicura per le saldature trasversali. La compatibilità delle deformazioni non è quindi in perfetto allineamento. Tuttavia, un aumento del limite di deformazione per le saldature longitudinali influenzerebbe fortemente la resistenza delle saldature lunghe, che è in buon accordo.
Riferimenti
AISC 360-16:2010, Specification for Structural Steel Buildings, AISC, Chicago, 2010.
CSA Group, S16-14: Design of steel structures, 178 Rexdale Boulevard, Toronto, Ontario, Canada M9W 1R3, 2014. ISBN 978-1-77139-355-3.
EN1993-1-8:2006, Eurocode 3: Design of steel structures – Part 1-8: Design of joints, CEN, Brussels, 2006.
EN 1993-1-10:2005, Eurocode 3: Design of steel structures – Part 1-10: Material toughness and through-thickness properties, CEN, Brussels, 2005.