CBFEM Modelo de Soldadura: Validação e Verificação
Existem várias opções para o tratamento de soldaduras em modelos numéricos. As grandes deformações tornam a análise mecânica mais complexa, sendo possível utilizar diferentes descrições de malha, diferentes variáveis cinéticas e cinemáticas, e modelos constitutivos. Os diferentes tipos de modelos geométricos 2D e 3D e, consequentemente, os elementos finitos com a sua aplicabilidade para diferentes níveis de precisão são geralmente utilizados. O modelo de material mais frequentemente utilizado é o modelo de plasticidade comum independente da taxa, baseado no critério de cedência de von Mises. São descritas duas abordagens utilizadas para as soldaduras.
Ligação direta de chapas
A primeira opção do modelo de soldadura entre chapas é a fusão direta de malhas, conforme ilustrado na Figura 1. A carga é transmitida através de restrições força-deformação baseadas na formulação Lagrangiana para a chapa oposta. A ligação é designada por restrição multiponto (MPC) e relaciona os nós de elementos finitos de uma extremidade de chapa com outra chapa. Os nós de elementos finitos não estão ligados diretamente. A vantagem desta abordagem é a capacidade de ligar malhas com diferentes densidades. A restrição permite modelar a superfície da linha média das chapas ligadas com o desvio, que respeita a espessura real da chapa. Este tipo de ligação é utilizado para soldaduras de topo com penetração total.
Soldadura com redistribuição plástica de tensões
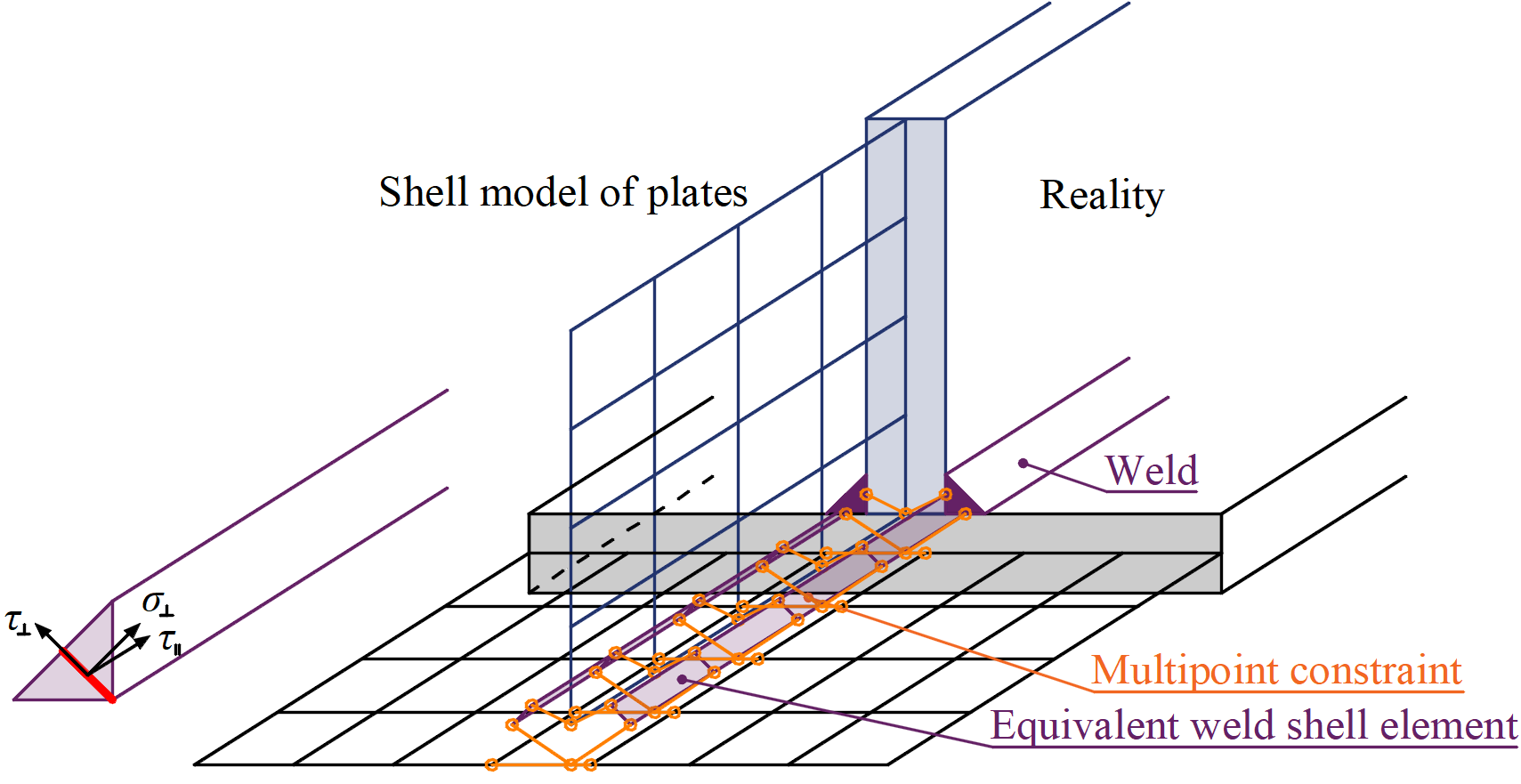
A distribuição de carga na soldadura é derivada do MPC, pelo que as tensões são calculadas na secção da garganta. Isto é importante para a distribuição de tensões na chapa sob a soldadura e para a modelação de chapas em T. Este modelo não respeita a rigidez da soldadura e a distribuição de tensões é conservadora. Os picos de tensão, que aparecem nas extremidades das arestas das chapas, nos cantos e nos arredondamentos, condicionam a resistência ao longo de todo o comprimento da soldadura. Para expressar o comportamento da soldadura, é aplicado um modelo de soldadura melhorado. Um elemento elastoplástico especial é adicionado entre as chapas. O elemento respeita a espessura da garganta da soldadura, a posição e a orientação. O sólido de soldadura equivalente é inserido com as dimensões de soldadura correspondentes, conforme ilustrado na Figura 2. A análise de material não linear é aplicada e o comportamento elastoplástico no sólido de soldadura equivalente é considerado. Os picos de tensão são redistribuídos ao longo do comprimento da soldadura.

Figura 1: Restrição entre nós de malha (soldadura de topo)
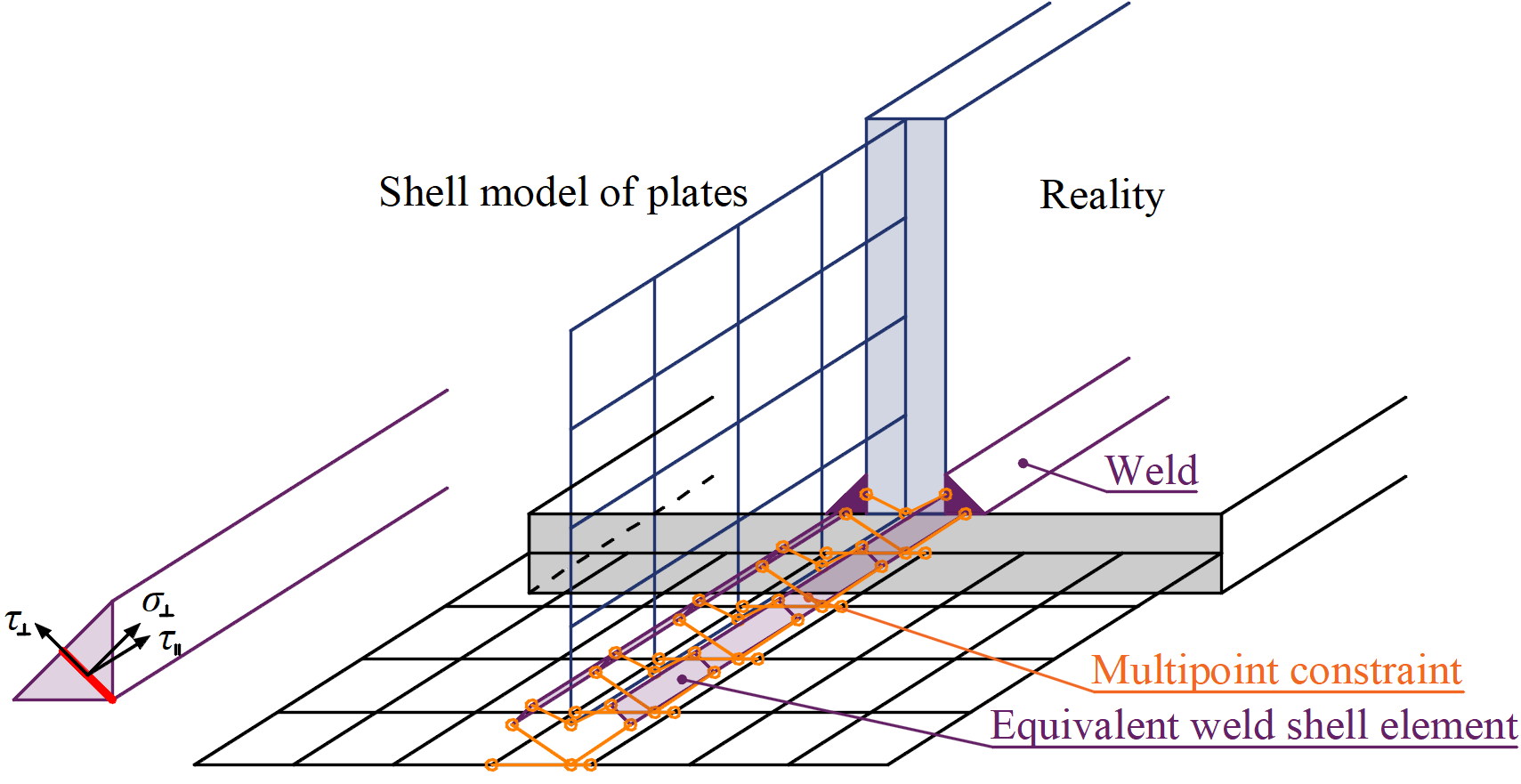
Figura 2: Restrição entre o elemento de soldadura e os nós de malha (soldadura de filete)
O objetivo dos modelos de soldadura de dimensionamento não é capturar a realidade de forma perfeita. As tensões residuais ou a retração da soldadura são negligenciadas. Os modelos de soldadura de dimensionamento são verificados quanto à sua resistência de acordo com as normas relevantes. Para cada norma, é selecionado um modelo de soldadura de dimensionamento adequado. As resistências das soldaduras regulares, soldaduras a banzos não enrijecidos, soldaduras longas e grupos de soldaduras multi-orientadas foram investigadas para selecionar os parâmetros do elemento de soldadura de dimensionamento.
A deformação plástica é de 5% da espessura da garganta da soldadura e confirma-se com a deformação plástica máxima das chapas.
Verificação
Comparação com EN 1993-1-8
O modelo apresentado para o CBFEM é verificado numa soldadura de filete numa junta sobreposta e numa soldadura a banzo não enrijecido com o modelo analítico apresentado na EN1993-1-8:2005. Para a junta sobreposta, duas chapas, P10 e P20, são ligadas entre si em três configurações: com uma soldadura transversal, com uma soldadura longitudinal e combinação das soldaduras transversal e longitudinal, ver Figura 3 (Wald et al, 2019). O comprimento (100–800 mm) e a espessura da garganta (3–10 mm) da soldadura são os parâmetros variáveis no estudo. O estudo abrange soldaduras longas cuja resistência é reduzida devido à concentração de tensões. A junta é carregada apenas por força normal. O resumo dos resultados é apresentado na Figura 4. Mostra que a diferença entre os dois métodos de cálculo é em todos os casos inferior a 7 %.

Figura 3: Configurações para o estudo de sensibilidade, com soldadura transversal, com soldadura longitudinal e combinação de ambas (não mostrada)

Figura 4: Verificação da previsão CBFEM de soldadura de filete numa junta sobreposta com o modelo analítico em EN1993-1-8:2005
É estudada uma soldadura de filete que liga uma chapa perpendicularmente a uma chapa não enrijecida. O modelo CBFEM é verificado com o modelo analítico baseado na largura efetiva beff na Cl. 4.1 da EN 1993-1-8:2005. A chapa é ligada a pilares de secção aberta e em caixão e carregada em tração. São estudados os banzos de HEB160 a HEB260. Estes são ligados com chapas de largura 160–260 mm por soldaduras com espessura de garganta de 3 mm. A secção em caixão constituída por duas secções em U é estudada para 200 mm de largura e espessuras de 5–11 mm, ver Figura 5 (Wald et al, 2019). Os resultados deste estudo de sensibilidade são apresentados na Figura 6. Os resultados do CBFEM são comparados com os resultados do modelo analítico e observa-se uma concordância muito boa. A diferença é para todos os casos de carga inferior a 10 %.

Figura 5: Ligações de soldadura de filete estudadas de uma chapa flexível a a) um banzo de pilar não enrijecido de secção aberta e b) uma secção em caixão não enrijecida

Figura 6: Verificação da previsão CBFEM de uma soldadura de filete que liga uma chapa perpendicularmente a uma chapa não enrijecida com o modelo analítico em EN1993-1-8:2005
Comparação com AISC 360-10
AISC 360-10, Secção J2-4 contém um modelo para compatibilidade de deformações de soldaduras. As soldaduras longitudinais desenvolvem a maior deformação na rotura; além disso, a resistência máxima à carga é atingida a uma deformação muito superior à das soldaduras transversais; ver Figura 7. Se um grupo de soldaduras com soldaduras transversais e longitudinais for carregado, as soldaduras transversais podem romper antes de as soldaduras longitudinais atingirem a sua capacidade máxima. Por isso, é importante verificar a compatibilidade de deformações das soldaduras se a resistência máxima da soldadura for estimada no dimensionamento.

Figura 7: Comparação do modelo elastoplástico proposto de soldadura com ensaios experimentais (Callele et al., 2005)
A norma utiliza fórmulas empíricas para a deformação do elemento de soldadura. As fórmulas para a deformação do elemento de soldadura à tensão máxima Δm e na rotura Δu são apresentadas abaixo:
Δm = 0,209 (θ + 2)-0,32 w
Δu = 1,087 (θ + 6)-0,65 w ≤ 0,17 w
onde w é o tamanho da soldadura e θ é o ângulo entre o eixo longitudinal do elemento de soldadura e a direção da força resultante que atua no elemento em graus. A deformação da soldadura em função do ângulo de carregamento θ e do tamanho da soldadura é representada na Figura 8. Utilizando a espessura da garganta como dimensão de referência da soldadura, o modelo na norma AISC apresenta uma deformação que varia entre 7 % para soldadura transversal e 24 % para soldadura longitudinal. O modelo CBFEM utiliza um valor constante de deformação de 5 % e é, portanto, mais conservador do que o modelo de soldadura AISC.

Figura 8: Deformação da soldadura à tensão máxima e na rotura em função do ângulo de carregamento (à esquerda) e do tamanho da soldadura para soldadura longitudinal e transversal (à direita)
Comparação com CSA S16-14
A compatibilidade de deformações é desenvolvida em detalhe na CSA S16-14. A resistência de uma soldadura num grupo de soldaduras multi-orientadas é multiplicada por um fator de redução:
\[ M_w = \frac{0.85 + \theta_1/600}{0.85 + \theta_2/600} \]
onde θ1 é a orientação do segmento de soldadura em consideração e θ2 é a orientação do segmento de soldadura na junta mais próximo de 90°. A maior redução é para um grupo de soldadura longitudinal e transversal – 15 % para a soldadura longitudinal, o que equivale à redução na AISC 360.
A resistência de grupos de soldaduras multi-orientadas é verificada por cálculo de acordo com AISC e CSA para os provetes da investigação de Callele et al. (2005). As resistências dos grupos de soldaduras multi-orientadas são quase idênticas; a maior diferença entre o modelo de soldadura CBFEM e o cálculo normativo é de 1,3 %. Na Tabela 1, são também fornecidos os resultados de soldaduras apenas transversais (designadas t) e longitudinais (ou inclinadas a 45° – designadas l). No CBFEM, o valor de Mw pode ser recalculado como 0,83 para um grupo de soldadura transversal e longitudinal, o que é muito próximo de 0,85 da norma. No entanto, para um grupo de soldadura transversal e inclinada a 45°, o Mw = 0,98 no CBFEM comparado com 0,925 da norma CSA.

Tabela 1: Comparação do modelo de soldadura CBFEM com o cálculo de acordo com AISC 360 e CSA S16-14 para grupos de soldaduras multi-orientadas
Validação
A validação do modelo CBFEM proposto é apresentada em três trabalhos experimentais publicados para soldaduras de filete:
- Carregadas em paralelo (Kleiner, 2018)
- Carregadas perpendicularmente (Ng et al, 2002)
- Soldaduras multi-orientadas (Callele et al, 2005)
Soldaduras longitudinais (carregadas em paralelo) foram ensaiadas intensivamente na Universidade de Stuttgart. Todas as soldaduras ensaiadas apresentam um ramo plástico relativamente extenso, embora tenham sido ensaiadas mesmo soldaduras de aço de alta resistência com elétrodos de soldadura incompatíveis. O modelo de soldadura utilizado no CBFEM é muito conservador tanto em termos de resistência como de deformação plástica; ver Figura 9 para um exemplo com um tipo de elétrodo de soldadura.

Figura 9: Comparação do modelo elastoplástico proposto de soldadura com ensaios experimentais (Kleiner, 2018) para soldaduras longitudinais no diagrama tensão–deformação
Soldaduras transversais (carregadas perpendicularmente) foram ensaiadas na Universidade de Alberta. Provetes de junta sobreposta e cruciformes foram ensaiados a várias temperaturas. A resistência de todas as soldaduras ensaiadas foi conservadora em todos os casos comparativamente às normas AISC e CSA e, portanto, também para o modelo de soldadura CBFEM que respeita a resistência das soldaduras de acordo com as normas nacionais. A capacidade de deformação das soldaduras transversais é significativamente inferior, especialmente para soldaduras cruciformes. Infelizmente, as soldaduras cruciformes continham apenas 6 provetes. Não é indicado no relatório se o aço utilizado possuía propriedades de material suficientes na direção da espessura, ou seja, o valor ZRd da EN 1993-1-10. Uma grande quantidade de juntas sobrepostas foi ensaiada com classificação e fabricante do metal de soldadura variáveis, fabricante do aço de base, tamanho nominal da soldadura e temperatura de ensaio. Todas as juntas sobrepostas ensaiadas apresentaram maior capacidade de deformação do que o modelo de soldadura sugerido no CBFEM; ver Figura 10.
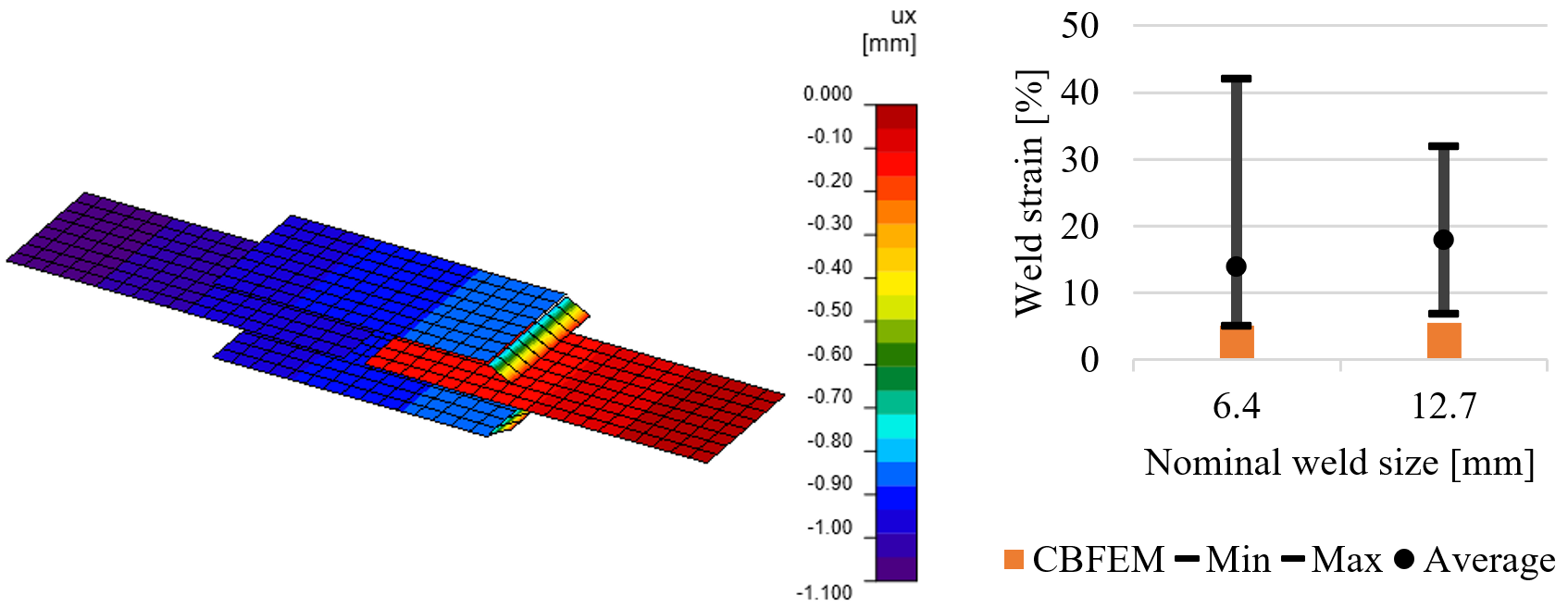
Figura 10: Comparação do modelo elastoplástico proposto de soldadura com ensaios experimentais com juntas sobrepostas (Ng et al, 2002) para soldaduras transversais na deformação na rotura
Grupos de soldaduras multi-orientadas foram novamente ensaiados na Universidade de Alberta (Callele et al., 2005). Elétrodos de soldadura E70T-7 (480 MPa de resistência à tração nominal) com tamanho de soldadura de 12 mm e 8 mm (notação a). O aço de grau A572, Gr. 50 foi utilizado para o metal de base. As soldaduras transversais e longitudinais são designadas TL (11 provetes) e as transversais e inclinadas a 45° são designadas TF (8 provetes). A resistência do grupo de soldaduras é em todos os casos muito superior à solução analítica e ao modelo de soldadura CBFEM; ver Figura 11. Isto é causado pela maior resistência da soldadura, maior área de rotura e fator de segurança utilizado. As dimensões e a resistência nominais da soldadura foram utilizadas no modelo CBFEM. A deformação na rotura é sempre muito próxima da deformação à carga máxima. Em todos os casos exceto um (provete TF4), o modelo de soldadura CBFEM apresenta menor deformação.

Figura 11: Comparação do modelo elastoplástico proposto de soldadura com ensaios experimentais com grupos de soldaduras multi-orientadas (Callele et al., 2005)
Conclusão
O modelo de soldaduras para o modelo CBFEM é apresentado. Foi desenvolvido um elemento de modelo de soldadura FEA orientado para o dimensionamento, que permite verificar a resistência de cálculo indicada nas normas de dimensionamento para soldaduras de filete. O comportamento do modelo de soldadura foi adaptado para a resistência à carga de soldaduras ou grupos de soldaduras abrangidos nas normas, em vez do comportamento real da soldadura obtido a partir de ensaios experimentais. O modelo foi verificado em modelos analíticos para o comportamento de soldaduras na EN 1993-1-8:2006, AISC 360-10 e CSA S16-14. As diferenças entre o modelo de soldadura CBFEM e o cálculo de acordo com a norma são inferiores a 10 %. A validação do modelo CBFEM proposto é apresentada em três extensos trabalhos experimentais publicados para soldaduras de filete carregadas paralela e perpendicularmente ao eixo da soldadura e para o grupo de soldaduras multi-orientadas.
A deformação das soldaduras é semelhante para o modelo de soldadura CBFEM independentemente do ângulo de carregamento. A deformação máxima da soldadura é, portanto, muito segura para soldaduras longitudinais e segura para soldaduras transversais. A compatibilidade de deformações não está, portanto, em perfeito alinhamento. No entanto, um aumento no limite de deformação para soldaduras longitudinais afetaria fortemente a resistência de soldaduras longas, o que está em boa concordância.
Referências
AISC 360-16:2010, Specification for Structural Steel Buildings, AISC, Chicago, 2010.
CSA Group, S16-14: Design of steel structures, 178 Rexdale Boulevard, Toronto, Ontario, Canada M9W 1R3, 2014. ISBN 978-1-77139-355-3.
EN1993-1-8:2006, Eurocode 3: Design of steel structures – Part 1-8: Design of joints, CEN, Brussels, 2006.
EN 1993-1-10:2005, Eurocode 3: Design of steel structures – Part 1-10: Material toughness and through-thickness properties, CEN, Brussels, 2005.