Modelul de Sudură CBFEM: Validare și Verificare
Există mai multe opțiuni pentru tratarea sudurilor în modelele numerice. Deformațiile mari fac analiza mecanică mai complexă și este posibil să se utilizeze diferite descrieri ale plasei, diferite variabile cinetice și cinematice, precum și modele constitutive. Diferitele tipuri de modele geometrice 2D și 3D și, implicit, elementele finite cu aplicabilitatea lor pentru diferite niveluri de precizie sunt utilizate în general. Cel mai frecvent utilizat model de material este modelul comun de plasticitate independent de viteză, bazat pe criteriul de curgere von Mises. Sunt descrise două abordări utilizate pentru suduri.
Conectarea directă a plăcilor
Prima opțiune a modelului de sudură între plăci este îmbinarea directă a plaselor, așa cum se arată în Figura 1. Încărcarea este transmisă prin constrângeri forță-deformație bazate pe formularea Lagrangiană către placa opusă. Îmbinarea se numește constrângere multi-punct (MPC) și leagă nodurile elementelor finite de la marginea unei plăci de cealaltă placă. Nodurile elementelor finite nu sunt conectate direct. Avantajul acestei abordări este capacitatea de a conecta plase cu densități diferite. Constrângerea permite modelarea suprafeței mediane a plăcilor conectate cu decalaj, care respectă grosimea reală a plăcii. Acest tip de îmbinare este utilizat pentru suduri cap la cap cu penetrare completă.
Sudură cu redistribuire plastică a tensiunilor
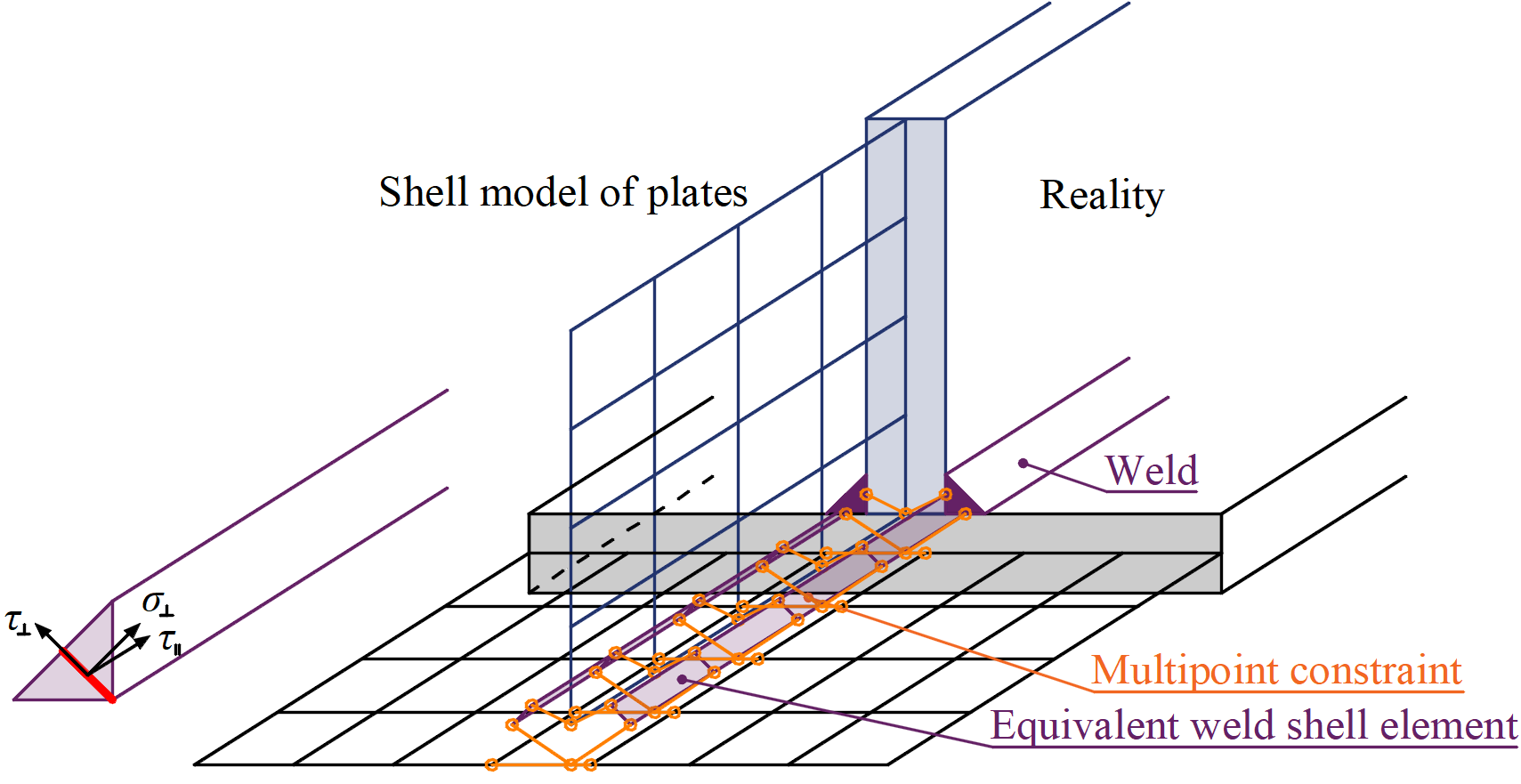
Distribuția încărcării în sudură este derivată din MPC, astfel încât tensiunile sunt calculate în secțiunea gâtului de sudură. Acest lucru este important pentru distribuția tensiunilor în placă sub sudură și pentru modelarea consolelor T. Acest model nu respectă rigiditatea sudurii, iar distribuția tensiunilor este conservatoare. Vârfurile de tensiune, care apar la capetele marginilor plăcilor, în colțuri și rotunjiri, guvernează rezistența pe întreaga lungime a sudurii. Pentru a exprima comportamentul sudurii, se aplică un model de sudură îmbunătățit. Un element elastoplastic special este adăugat între plăci. Elementul respectă grosimea gâtului de sudură, poziția și orientarea. Solidul echivalent de sudură este inserat cu dimensiunile corespunzătoare ale sudurii, așa cum se arată în Figura 2. Se aplică analiza neliniară a materialului și se ia în considerare comportamentul elastoplastic în solidul echivalent de sudură. Vârfurile de tensiune sunt redistribuite pe lungimea sudurii.

Figura 1: Constrângere între nodurile plasei (sudură cap la cap)
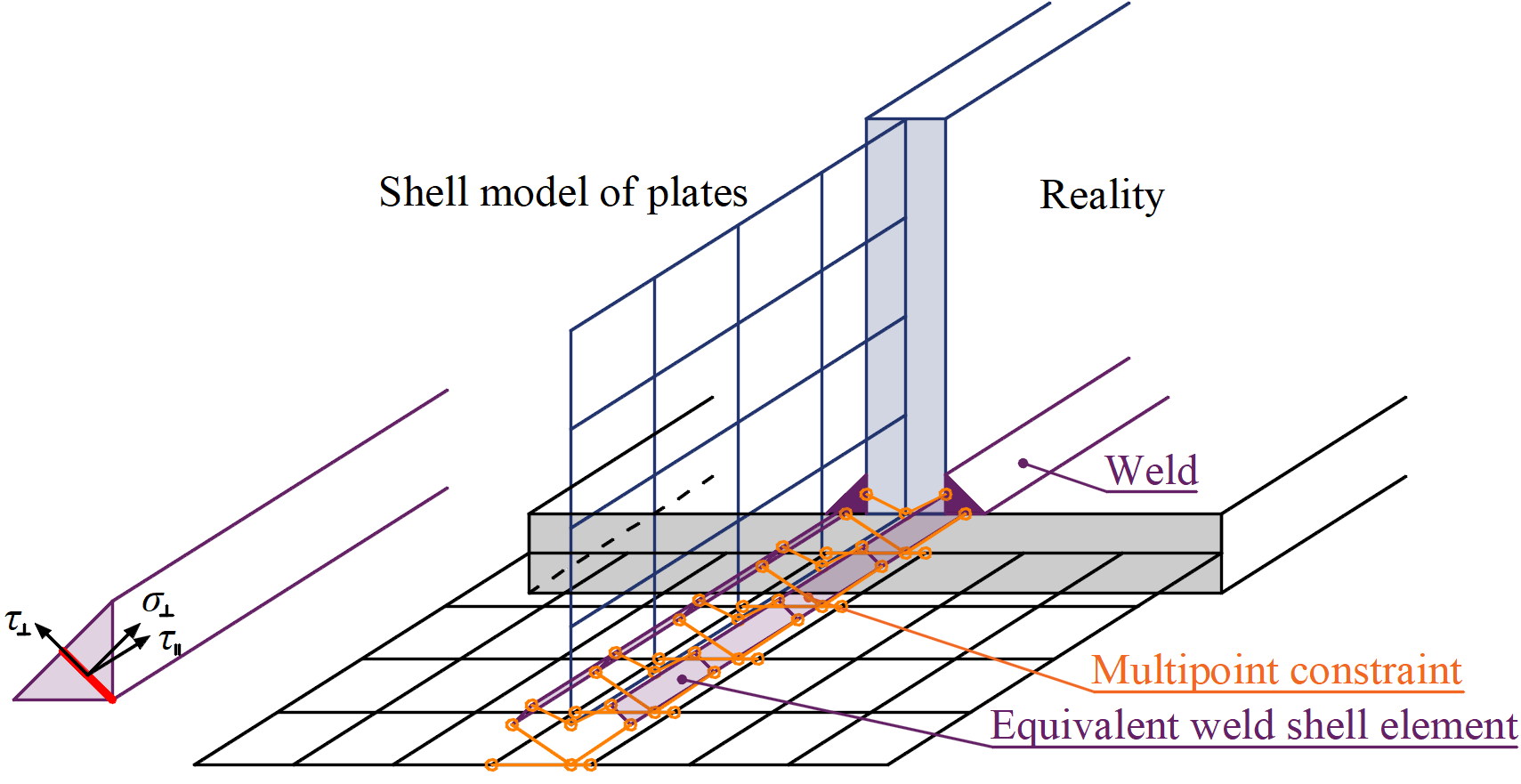
Figura 2: Constrângere între elementul de sudură și nodurile plasei (sudură de colț)
Scopul modelelor de sudură pentru proiectare nu este de a reproduce realitatea perfect. Tensiunile reziduale sau contracția la sudare sunt neglijate. Modelele de sudură pentru proiectare sunt verificate pentru rezistența lor conform codurilor relevante. Pentru fiecare cod este selectat un model de sudură adecvat pentru proiectare. Rezistențele sudurilor obișnuite, sudurilor la talpa nerigidizată, sudurilor lungi și grupurilor de suduri multi-orientate au fost investigate pentru a selecta parametrii elementului de sudură pentru proiectare.
Deformația plastică este de 5% din grosimea gâtului de sudură și este în concordanță cu deformația plastică maximă a plăcilor.
Verificare
Comparație cu EN 1993-1-8
Modelul prezentat pentru CBFEM este verificat pe o sudură de colț într-o îmbinare prin suprapunere și pe o sudură la talpa nerigidizată cu modelul analitic prezentat în EN1993-1-8:2005. Pentru îmbinarea prin suprapunere, două plăci, P10 și P20, sunt conectate între ele în trei configurații: cu o sudură transversală, cu o sudură longitudinală și combinație de suduri transversale și longitudinale, a se vedea Figura 3 (Wald et al, 2019). Lungimea (100–800 mm) și grosimea gâtului de sudură (3–10 mm) sunt parametrii variabili în studiu. Studiul acoperă sudurile lungi a căror rezistență este redusă din cauza concentrării tensiunilor. Îmbinarea este încărcată numai cu forță normală. Sinteza rezultatelor este prezentată în Figura 4. Aceasta arată că diferența dintre cele două metode de calcul este în toate cazurile mai mică de 7%.

Figura 3: Configurații pentru studiul de sensibilitate, cu sudură transversală, cu sudură longitudinală și combinație a ambelor (neprezentată)

Figura 4: Verificarea predicției CBFEM pentru sudura de colț într-o îmbinare prin suprapunere cu modelul analitic din EN1993-1-8:2005
Se studiază o sudură de colț care conectează o placă perpendiculară pe o placă nerigidizată. Modelul CBFEM este verificat față de modelul analitic bazat pe lățimea efectivă beff din Cl. 4.1 din EN 1993-1-8:2005. Placa este conectată la stâlpi cu secțiune deschisă și secțiune casetată și încărcată la întindere. Se studiază tălpile profilelor HEB160 până la HEB260. Acestea sunt conectate cu plăci cu lățimea de 160–260 mm prin suduri cu grosimea gâtului de 3 mm. Secțiunea casetată alcătuită din două profile U este studiată pentru o lățime de 200 mm și grosimi de 5–11 mm, a se vedea Figura 5 (Wald et al, 2019). Rezultatele acestui studiu de sensibilitate sunt prezentate în Figura 6. Rezultatele CBFEM sunt comparate cu rezultatele modelului analitic și se observă o concordanță foarte bună. Diferența este pentru toate cazurile de încărcare mai mică de 10%.

Figura 5: Îmbinări studiate prin sudură de colț ale unei plăci flexibile la a) o talpă nerigidizată a unui stâlp cu secțiune deschisă și b) o secțiune casetată nerigidizată

Figura 6: Verificarea predicției CBFEM pentru o sudură de colț care conectează o placă perpendiculară pe o placă nerigidizată cu modelul analitic din EN1993-1-8:2005
Comparație cu AISC 360-10
AISC 360-10, Secțiunea J2-4 conține un model pentru compatibilitatea deformațiilor sudurilor. Sudurile longitudinale dezvoltă cea mai mare deformație la rupere, iar rezistența maximă la încărcare este atinsă la o deformație mult mai mare decât în cazul sudurilor transversale; a se vedea Figura 7. Dacă un grup de suduri cu atât suduri transversale, cât și longitudinale este încărcat, sudurile transversale pot ceda înainte ca sudurile longitudinale să atingă capacitatea lor maximă. Prin urmare, este important să se verifice compatibilitatea deformațiilor sudurilor dacă rezistența maximă a sudurii este estimată în proiectare.

Figura 7: Comparația modelului elastoplastic propus pentru sudură cu experimentele (Callele et al., 2005)
Codul utilizează formule empirice pentru deformația elementului de sudură. Formulele pentru deformația elementului de sudură la tensiunea maximă Δm și la rupere Δu sunt prezentate mai jos:
Δm = 0.209 (θ + 2)-0.32 w
Δu = 1.087 (θ + 6)-0.65 w ≤ 0.17 w
unde w este dimensiunea sudurii și θ este unghiul dintre axa longitudinală a elementului de sudură și direcția forței rezultante care acționează asupra elementului, în grade. Deformația sudurii în funcție de unghiul de încărcare θ și dimensiunea sudurii este reprezentată grafic în Figura 8. Utilizând grosimea gâtului de sudură ca dimensiune de referință a sudurii, modelul din codul AISC are o deformație cuprinsă între 7% pentru sudura transversală și 24% pentru sudura longitudinală. Modelul CBFEM utilizează o valoare constantă a deformației de 5% și este, prin urmare, mai conservator decât modelul de sudură AISC.

Figura 8: Deformația sudurii la tensiunea maximă și la rupere în funcție de unghiul de încărcare (stânga) și dimensiunea sudurii pentru sudura longitudinală și transversală (dreapta)
Comparație cu CSA S16-14
Compatibilitatea deformațiilor este elaborată în detaliu în CSA S16-14. Rezistența unei suduri dintr-un grup de suduri multi-orientate este înmulțită cu un factor de reducere:
\[ M_w = \frac{0.85 + \theta_1/600}{0.85 + \theta_2/600} \]
unde θ1 este orientarea segmentului de sudură analizat și θ2 este orientarea segmentului de sudură din îmbinare care este cel mai aproape de 90°. Cea mai mare reducere este pentru un grup format dintr-o sudură longitudinală și una transversală – 15% pentru sudura longitudinală, ceea ce este echivalent cu reducerea din AISC 360.
Rezistența grupurilor de suduri multi-orientate este verificată prin calcul conform AISC și CSA pentru epruvetele din cercetarea lui Callele et al. (2005). Rezistențele grupurilor de suduri multi-orientate sunt aproape identice; cea mai mare diferență dintre modelul de sudură CBFEM și calculul conform codului este de 1,3%. În Tabelul 1, sunt furnizate și rezultatele pentru suduri exclusiv transversale (notate t) și longitudinale (sau înclinate la 45° – notate l). În CBFEM, valoarea Mw poate fi recalculată ca 0,83 pentru un grup de suduri transversale și longitudinale, ceea ce este foarte aproape de 0,85 din cod. Cu toate acestea, pentru un grup de suduri transversale și înclinate la 45°, Mw = 0,98 în CBFEM față de 0,925 din codul CSA.

Tabelul 1: Comparația modelului de sudură CBFEM cu calculul conform AISC 360 și CSA S16-14 pentru grupuri de suduri multi-orientate
Validare
Validarea modelului CBFEM propus este prezentată pe baza a trei lucrări experimentale publicate pentru sudurile de colț:
- Încărcate paralel (Kleiner, 2018)
- Încărcate perpendicular (Ng et al, 2002)
- Suduri multi-orientate (Callele et al, 2005)
Sudurile longitudinale (încărcate paralel) au fost testate intensiv la Universitatea din Stuttgart. Toate sudurile testate au o ramură plastică relativ mare, deși au fost testate chiar și suduri din oțel de înaltă rezistență cu electrozi de sudare incompatibili. Modelul de sudură utilizat în CBFEM este foarte conservator atât în ceea ce privește rezistența, cât și deformația plastică; a se vedea Figura 9 pentru un exemplu cu un tip de electrod de sudare.

Figura 9: Comparația modelului elastoplastic propus pentru sudură cu experimentele (Kleiner, 2018) pentru suduri longitudinale pe diagrama tensiune–deformație
Sudurile transversale (încărcate perpendicular) au fost testate la Universitatea din Alberta. Epruvetele cu îmbinări prin suprapunere și cruciforme au fost testate la diverse temperaturi. Rezistența tuturor sudurilor testate a fost conservatoare în toate cazurile față de codul AISC și CSA și, prin urmare, și față de modelul de sudură CBFEM care respectă rezistența sudurilor conform codurilor naționale. Capacitatea de deformare a sudurilor transversale este semnificativ mai mică, în special pentru sudurile cruciforme. Din păcate, sudurile cruciforme au cuprins doar 6 epruvete. În raport nu se precizează dacă oțelul utilizat a avut proprietăți de material suficiente în direcție transversală, adică valoarea ZRd din EN 1993-1-10. Un număr mare de îmbinări prin suprapunere au fost testate cu clasificare și producător variabil al metalului de adaos, producător al oțelului de bază, dimensiune nominală a sudurii și temperatură de testare. Toate îmbinările prin suprapunere testate au avut o capacitate de deformare mai mare decât modelul de sudură sugerat în CBFEM; a se vedea Figura 10.
Figura 10: Comparația modelului elastoplastic propus pentru sudură cu experimentele pe îmbinări prin suprapunere (Ng et al, 2002) pentru suduri transversale pe deformația la rupere
Grupurile de suduri multi-orientate au fost testate din nou la Universitatea din Alberta (Callele et al., 2005). Electrozi de sudare E70T-7 (rezistență nominală la tracțiune de 480 MPa) cu dimensiunea sudurii de 12 mm și 8 mm (notația a). Oțelul de bază utilizat a fost de calitate A572, Gr. 50. Sudurile transversale și longitudinale sunt notate TL (11 epruvete), iar sudurile transversale și înclinate la 45° sunt notate TF (8 epruvete). Rezistența grupului de suduri este în toate cazurile mult mai mare decât soluția analitică și modelul de sudură CBFEM; a se vedea Figura 11. Aceasta este cauzată de rezistența mai mare a sudurii, de aria de rupere mai mare și de factorul de siguranță utilizat. În modelul CBFEM au fost utilizate dimensiunile nominale ale sudurii și rezistența nominală. Deformația la rupere este întotdeauna foarte apropiată de deformația la sarcina maximă. În toate cazurile, cu excepția unuia (epruveta TF4), modelul de sudură CBFEM are o deformație mai mică.

Figura 11: Comparația modelului elastoplastic propus pentru sudură cu experimentele pe grupuri de suduri multi-orientate (Callele et al., 2005)
Concluzie
Este prezentat modelul de suduri pentru modelul CBFEM. A fost dezvoltat un element de model de sudură FEA orientat spre proiectare, care permite verificarea rezistenței de calcul prevăzute în standardele de proiectare pentru sudurile de colț. Comportamentul modelului de sudură a fost adaptat pentru rezistența la încărcare a sudurilor sau grupurilor de suduri acoperite de coduri, mai degrabă decât pentru comportamentul real al sudurii din experimente. Modelul a fost verificat pe modele analitice pentru comportamentul sudurilor din EN 1993-1-8:2006, AISC 360-10 și CSA S16-14. Diferențele dintre modelul de sudură CBFEM și calculul conform codului sunt mai mici de 10%. Validarea modelului CBFEM propus este prezentată pe baza a trei lucrări experimentale extinse publicate pentru sudurile de colț încărcate paralel și perpendicular pe axa sudurii și pentru grupul de suduri multi-orientate.
Deformația sudurilor în modelul de sudură CBFEM este similară indiferent de unghiul de încărcare. Deformația maximă a sudurii este, prin urmare, foarte sigură pentru sudurile longitudinale și sigură pentru sudurile transversale. Compatibilitatea deformațiilor nu este, prin urmare, în perfectă concordanță. Cu toate acestea, o creștere a limitei de deformație pentru sudurile longitudinale ar afecta puternic rezistența sudurilor lungi, care este în bună concordanță.
Referințe
AISC 360-16:2010, Specification for Structural Steel Buildings, AISC, Chicago, 2010.
CSA Group, S16-14: Design of steel structures, 178 Rexdale Boulevard, Toronto, Ontario, Canada M9W 1R3, 2014. ISBN 978-1-77139-355-3.
EN1993-1-8:2006, Eurocode 3: Design of steel structures – Part 1-8: Design of joints, CEN, Brussels, 2006.
EN 1993-1-10:2005, Eurocode 3: Design of steel structures – Part 1-10: Material toughness and through-thickness properties, CEN, Brussels, 2005.