Požární posouzení: Svařovaný přeplátovaný přípoj
Popis
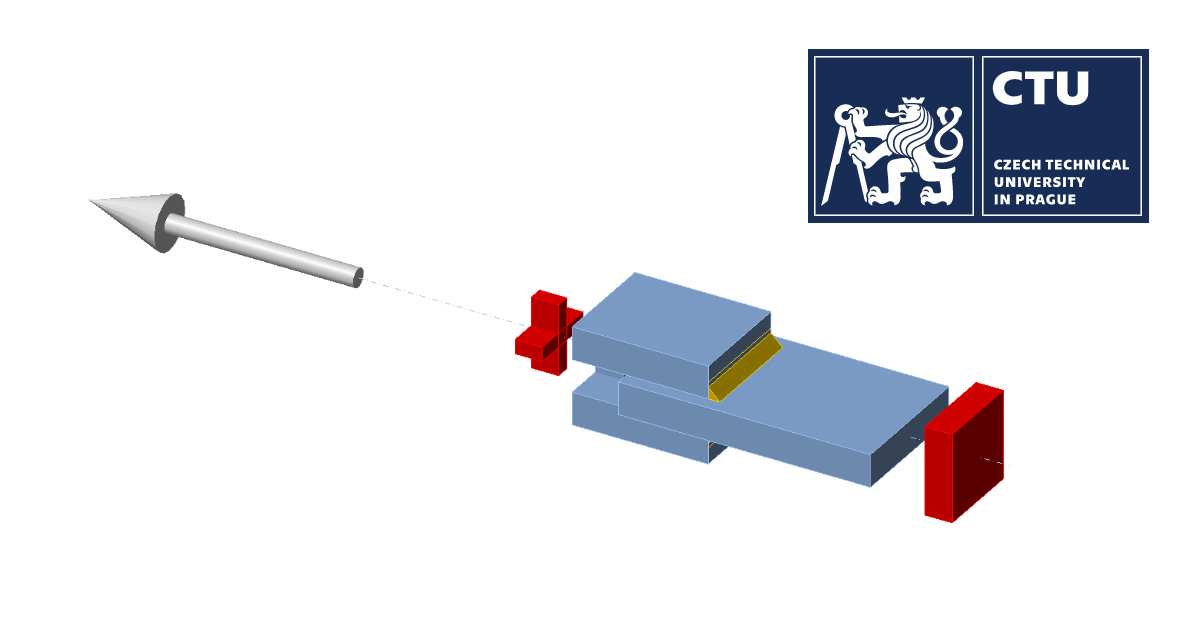
Tři plechy jsou spojeny ve dvou konfiguracích, a to příčným svarem a podélným svarem. Třída oceli, délka a výška koutového svaru jsou proměnnými parametry studie. Přípoj je zatížen normálovou silou.
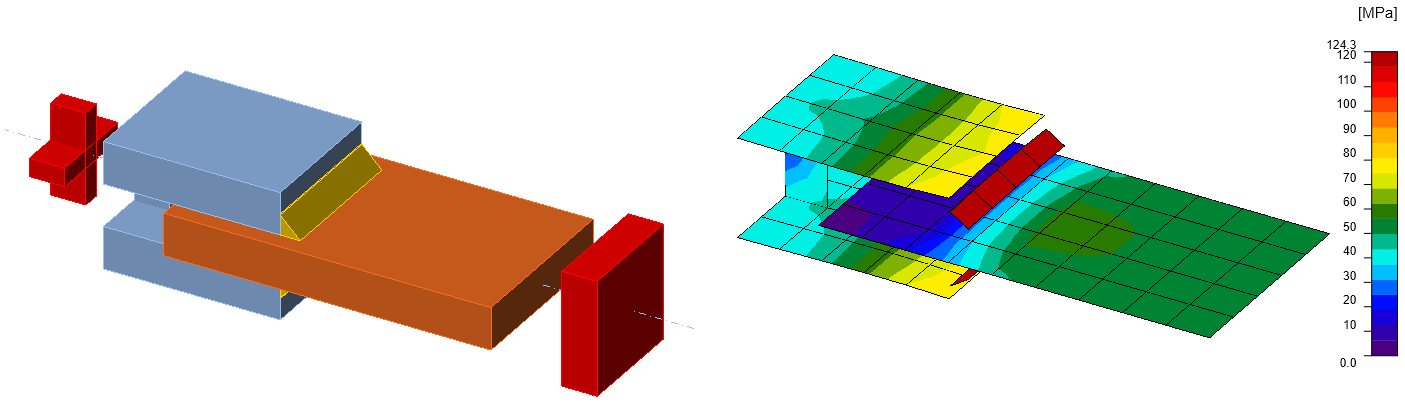
Model byl vytvořen v aplikaci IDEA StatiCa Connection.
Obr. 1: Geometrie svařovaného přeplátovaného přípoje s příčným svarem
Analytický model
Návrhová únosnost koutového svaru na jednotku délky při požáru se stanoví ze vztahu:
\[ F_{w,t,Rd}=F_{w,Rd}k_{w,\theta}\frac{\gamma_{M2}}{\gamma_{M,fi}}\]
kde \(k_{w,\theta}\) se určí z EN 1993-1-2, Tab. D.1 pro příslušnou teplotu svaru; \(F_{w,Rd}\) se stanoví podle EN 1993-1-8, čl. 4.5.3.
Ověření
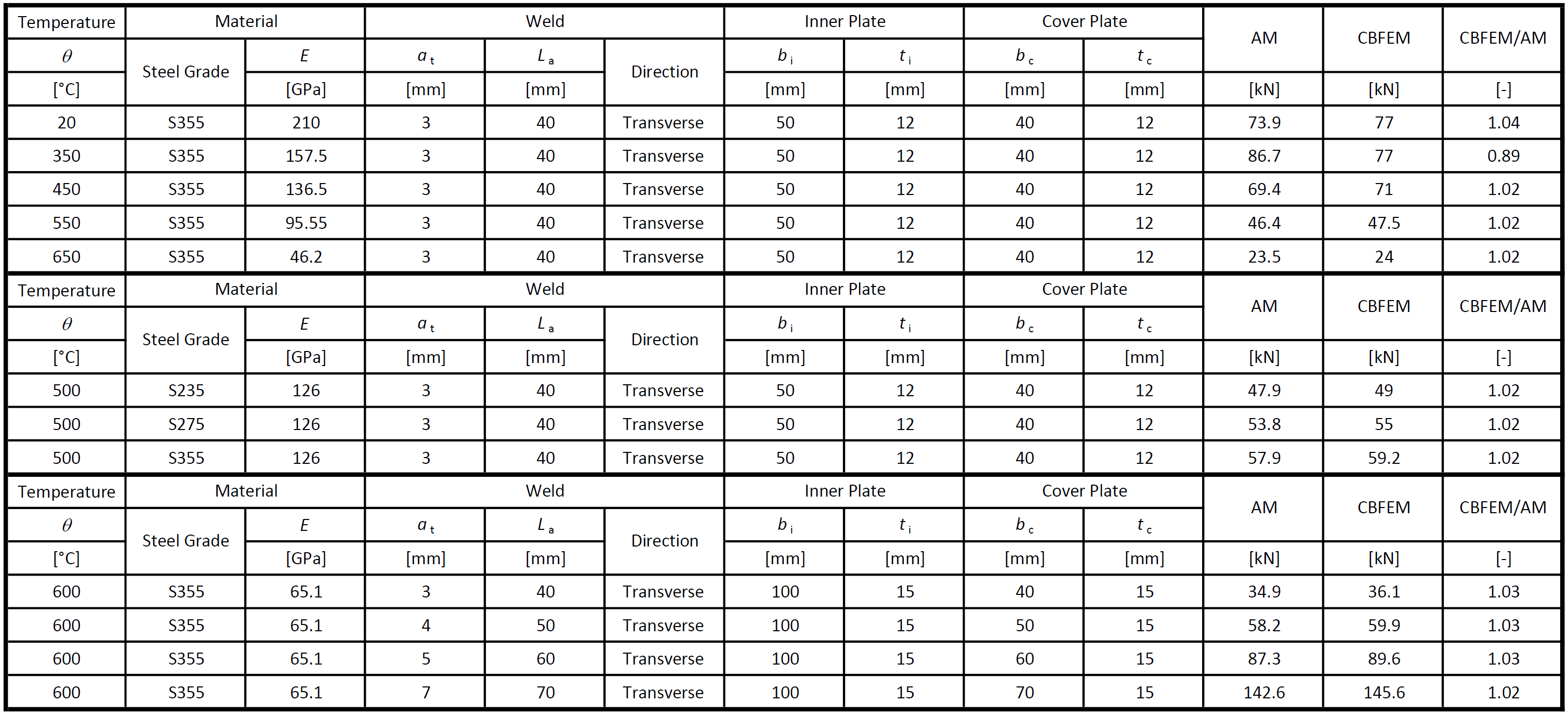
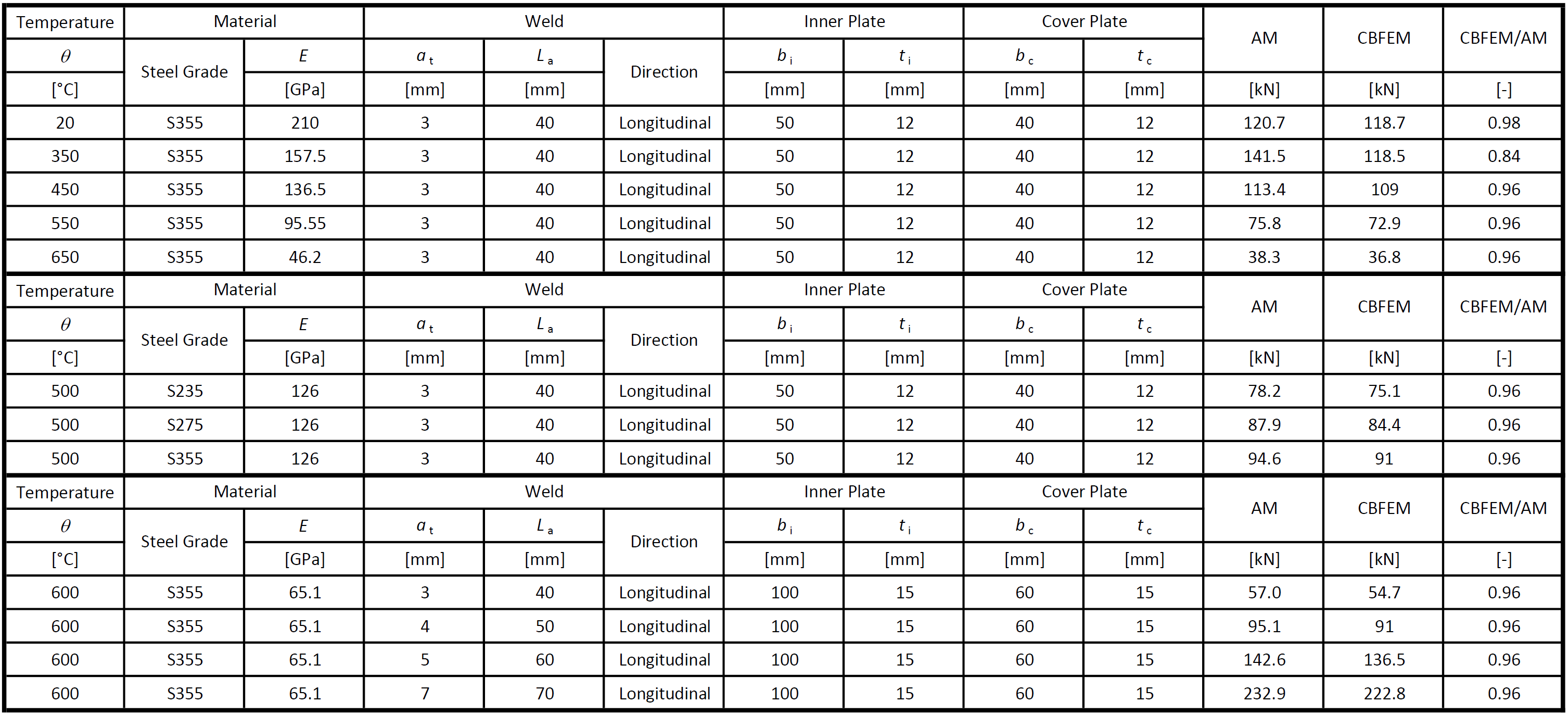
Tab. 1: Příčné koutové svary
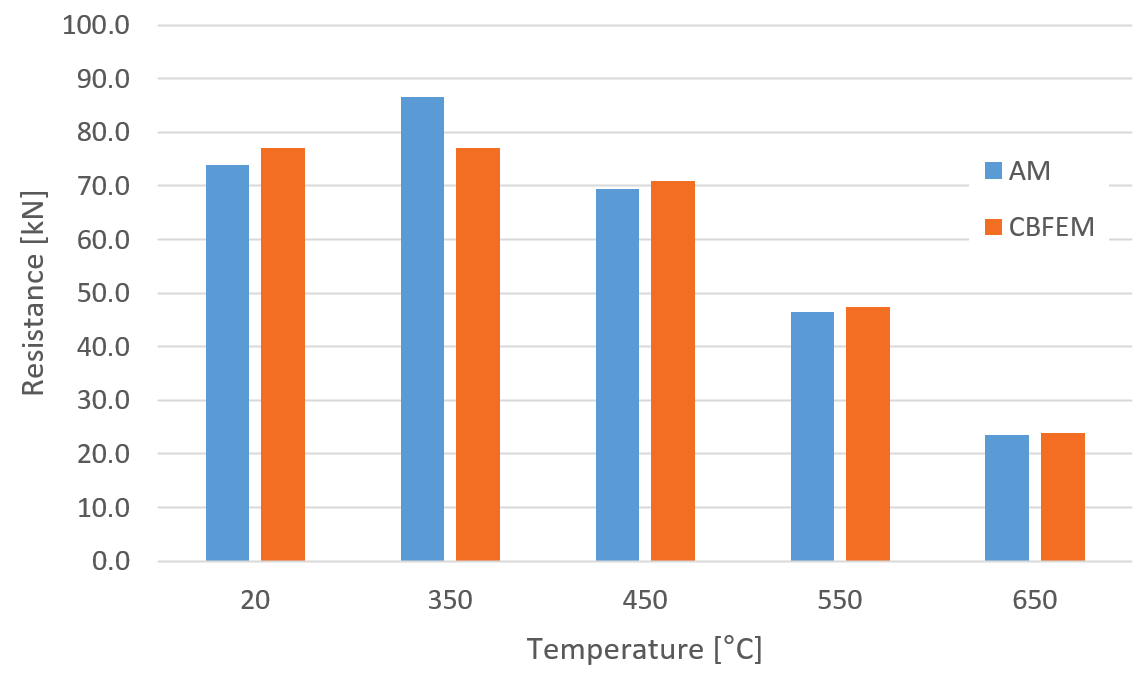
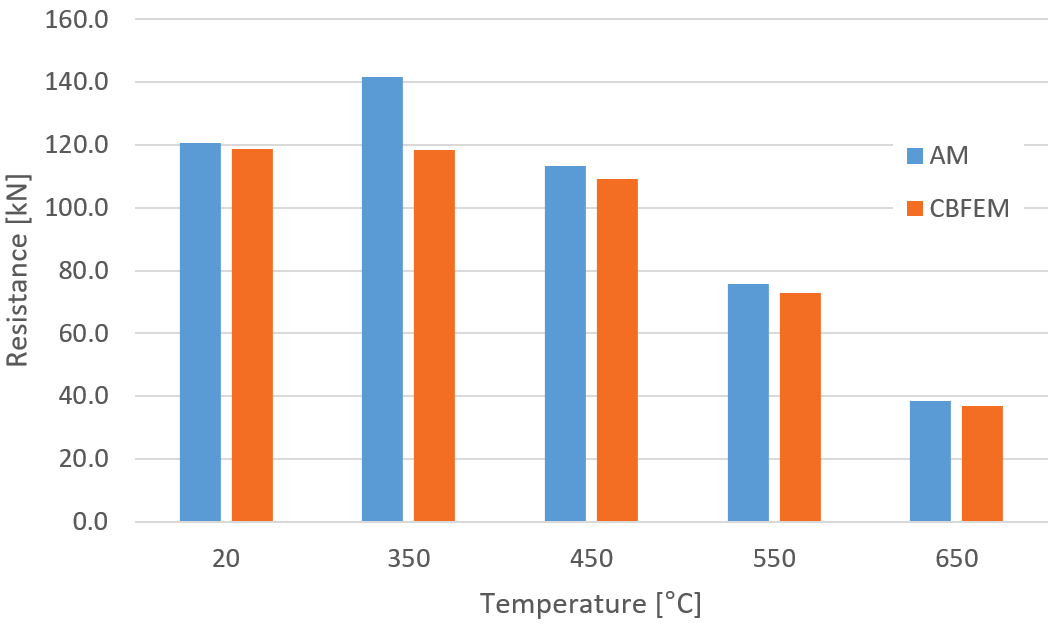
Obr. 2: Parametrická studie teploty pro příčný svar
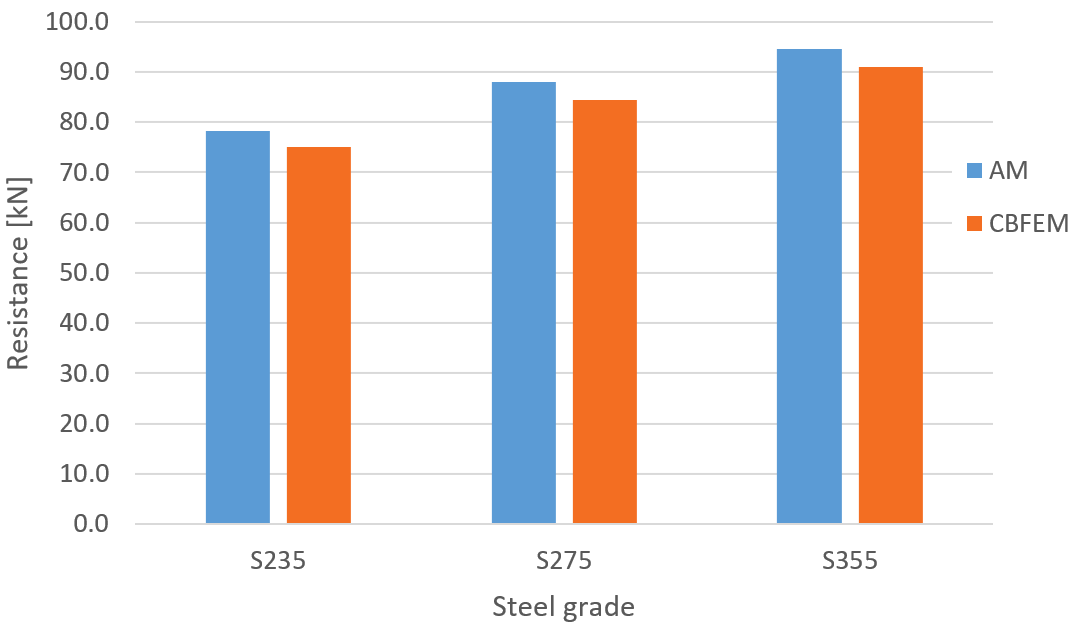
Obr. 3: Parametrická studie třídy oceli pro příčný svar
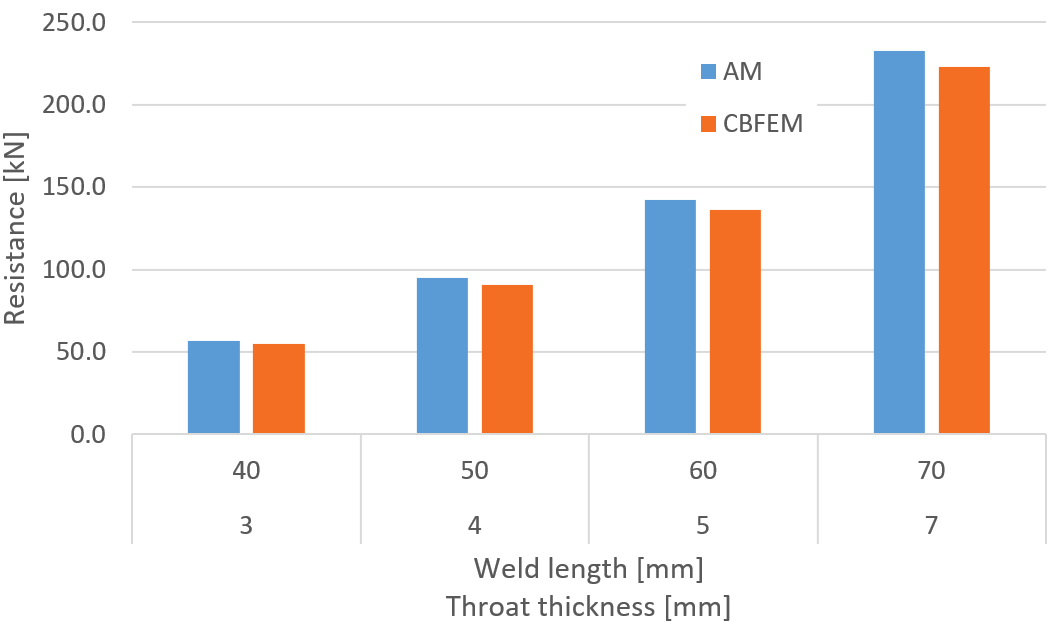
Obr. 4: Parametrická studie délky svaru a výšky koutového svaru pro příčný svar
Únosnost příčných koutových svarů je ve většině případů v CBFEM mírně vyšší (průměrně o 3 %) než v analytickém modelu. Výjimkou je teplota 350 °C. Při této teplotě je únosnost svarů požárem ovlivněna jen nepatrně a rozdíl mezi dílčími součiniteli spolehlivosti \(\gamma_{M,fi}=1{,}0\) a \(\gamma_{M2}=1{,}25\) převáží snížení způsobené požárem. IDEA StatiCa neumožňuje, aby únosnost šroubů nebo svarů při požáru byla vyšší než při pokojové teplotě, a předpokládá minimum z:
- Únosnosti zatížení vynásobené redukčním součinitelem pro teplotu, \(k_{\theta}\), a dělené dílčím součinitelem spolehlivosti pro požární návrhovou situaci, \(\gamma_{M,fi}\)
- Únosnosti zatížení dělené dílčím součinitelem spolehlivosti pro šrouby a svary, \(\gamma_{M2}\)
Tab. 2: Podélné koutové svary
Obr. 5: Parametrická studie teploty pro podélný svar
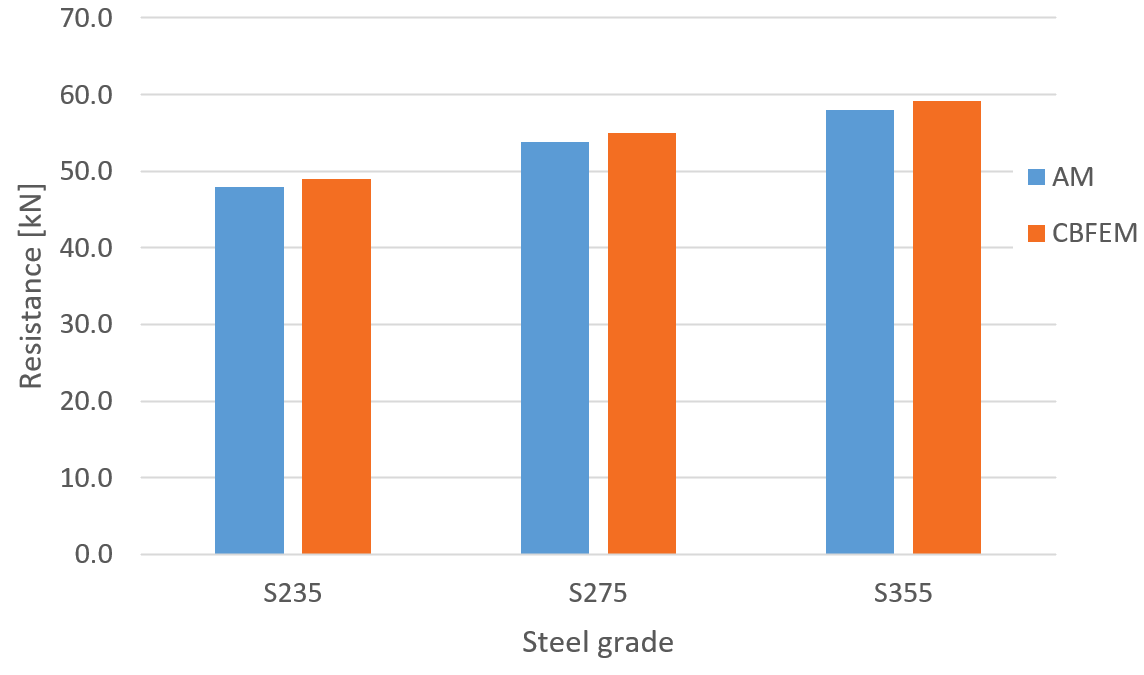
Obr. 6: Parametrická studie třídy oceli pro podélný svar
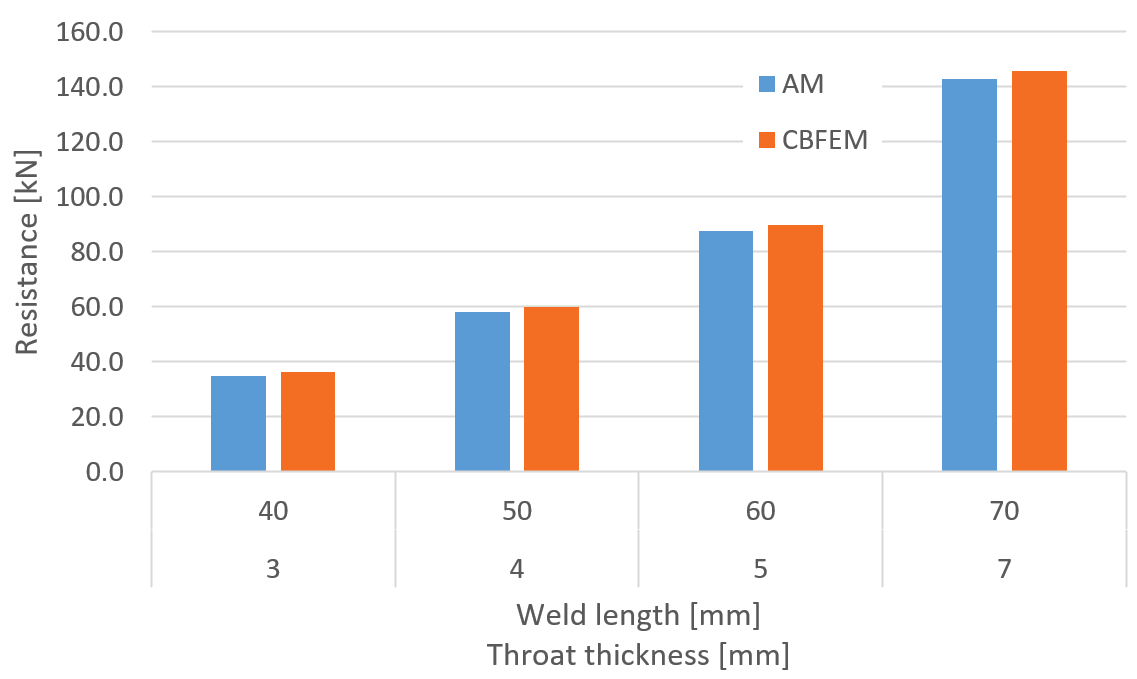
Obr. 7: Parametrická studie délky svaru a výšky koutového svaru pro podélný svar
Únosnost podélných koutových svarů je ve většině případů v CBFEM mírně nižší (průměrně o 4 %) než v analytickém modelu. Výjimkou je teplota 350 °C ze stejného důvodu jako u příčných svarů.
Vzorový příklad
Vstupy
Plech 2–3: Vlastní I-profil
- Tloušťka t2-3 = 12 mm
- Šířka b2-3 = 40 mm
- Ocel S355
Plech 1
- Tloušťka t1 = 12 mm
- Šířka b1 = 50 mm
- Ocel S355
- Typ modelu N-Vy-Vz
Svar, příčné koutové svary
- Výška koutového svaru ab = 3 mm
- Délka svaru Lb = 40 mm
Teplota: Oba prvky
- \(\theta=550\,^\circ C\)
Výstup
- Návrhová únosnost v tahu FRd = 48 kN
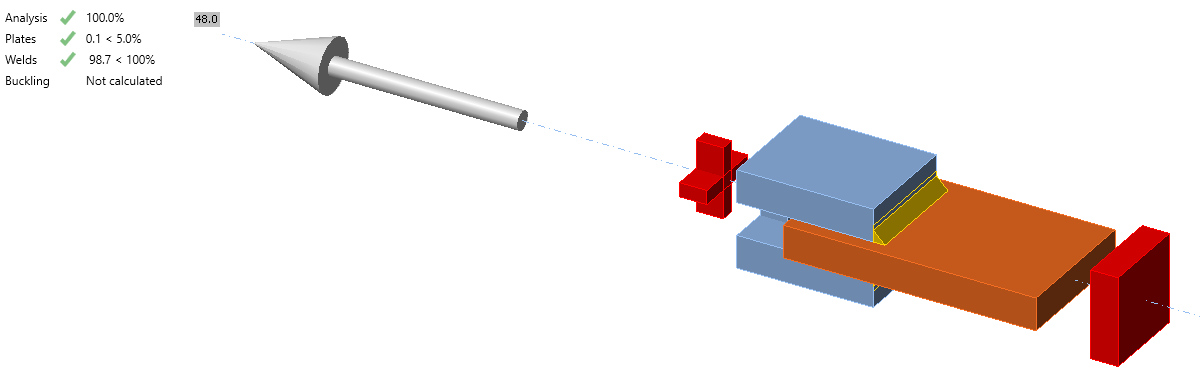
Obr. 8: Vzorový příklad svařovaného přeplátovaného přípoje
Další ověřovací studie naleznete v našem Support Center - Verifications.