Diseño contra incendio: Unión solapada soldada
Descripción
Tres placas están conectadas en dos configuraciones, concretamente con una soldadura transversal y con una soldadura longitudinal. El grado del acero, la longitud y el espesor de garganta de la soldadura son los parámetros variables en el estudio. La unión está cargada por una fuerza normal.
El modelo fue creado en la aplicación IDEA StatiCa Connection.
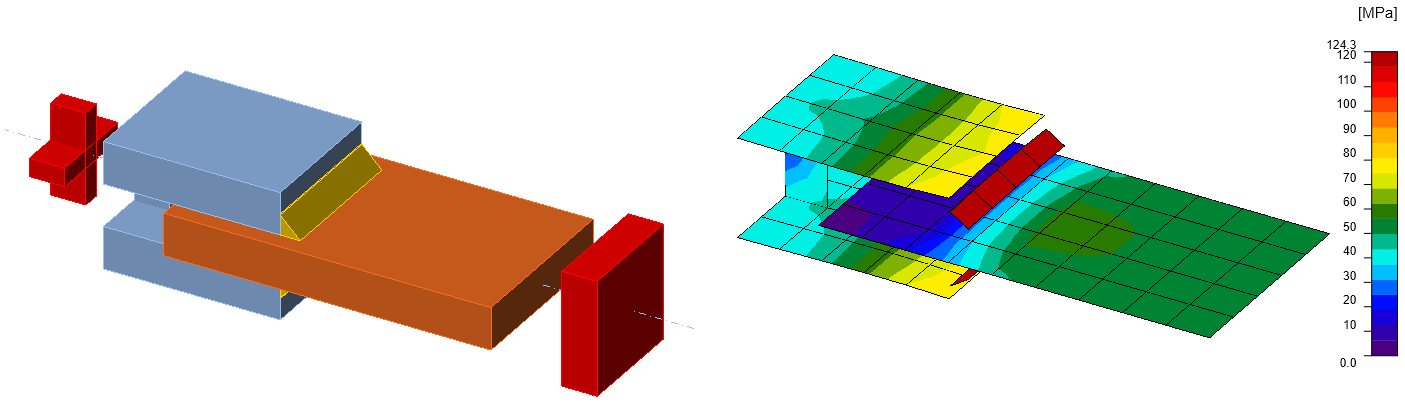
Fig. 1: Geometría de la unión solapada soldada con soldadura transversal
Modelo analítico
La resistencia de cálculo por unidad de longitud de una soldadura en ángulo en situación de incendio debe determinarse a partir de:
\[ F_{w,t,Rd}=F_{w,Rd}k_{w,\theta}\frac{\gamma_{M2}}{\gamma_{M,fi}}\]
donde \(k_{w,\theta}\) se obtiene de EN 1993-1-2, Tabla D.1 para la temperatura de soldadura apropiada; \(F_{w,Rd}\) se determina a partir de EN 1993-1-8, Cl. 4.5.3.
Verificación
Tab. 1: Soldaduras en ángulo transversales
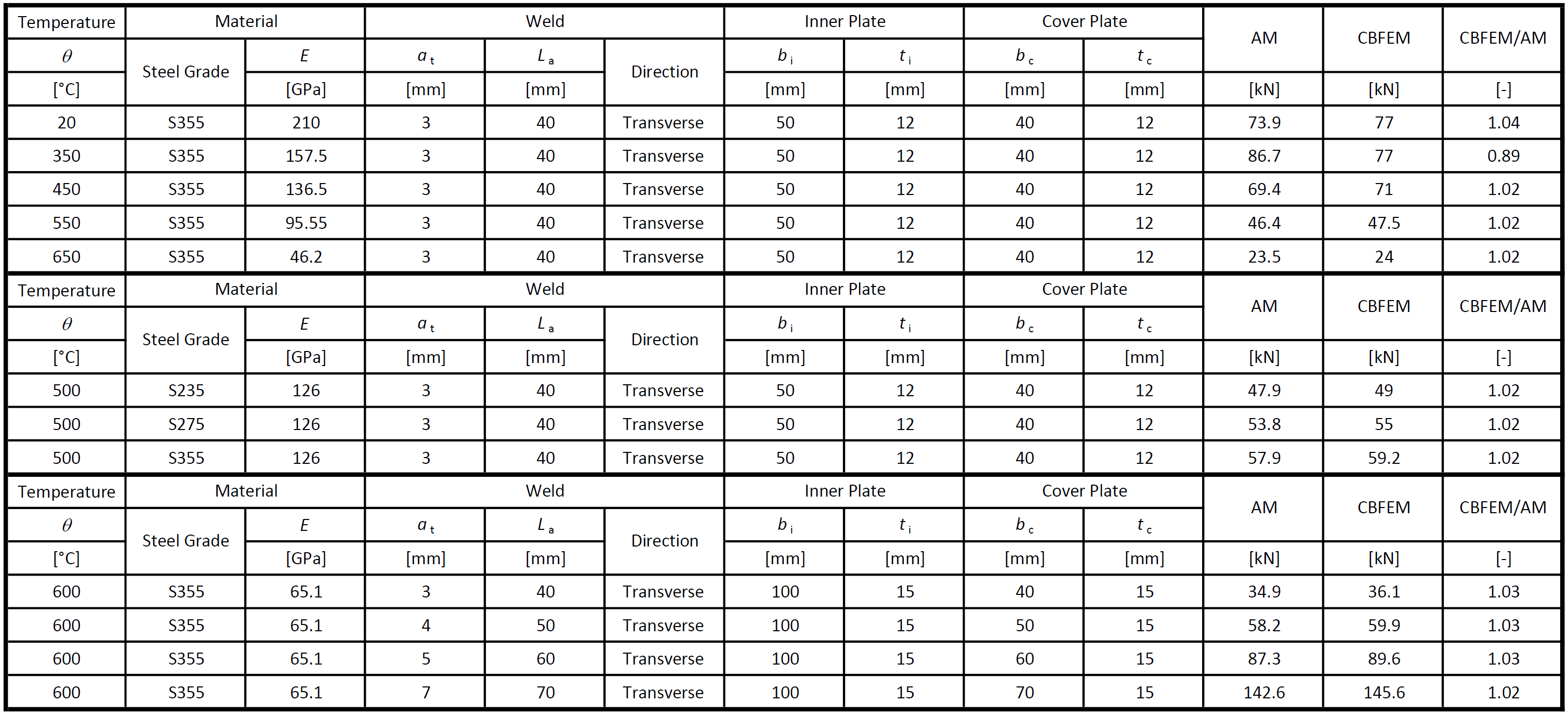
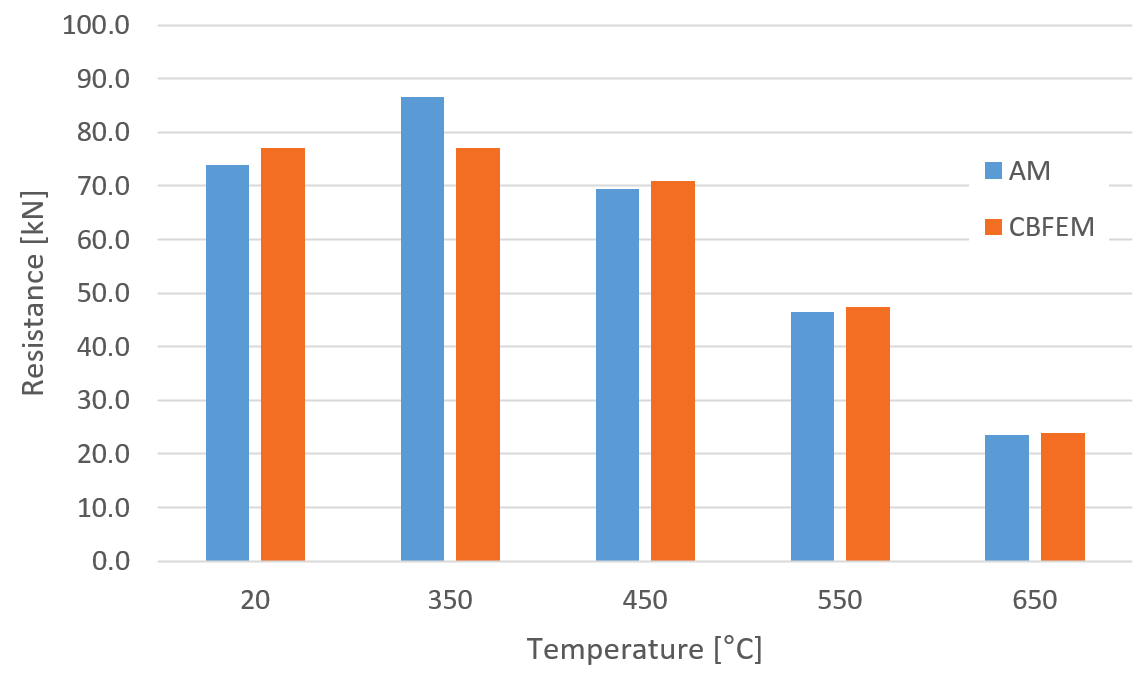
Fig. 2: Estudio paramétrico de temperatura para soldadura transversal
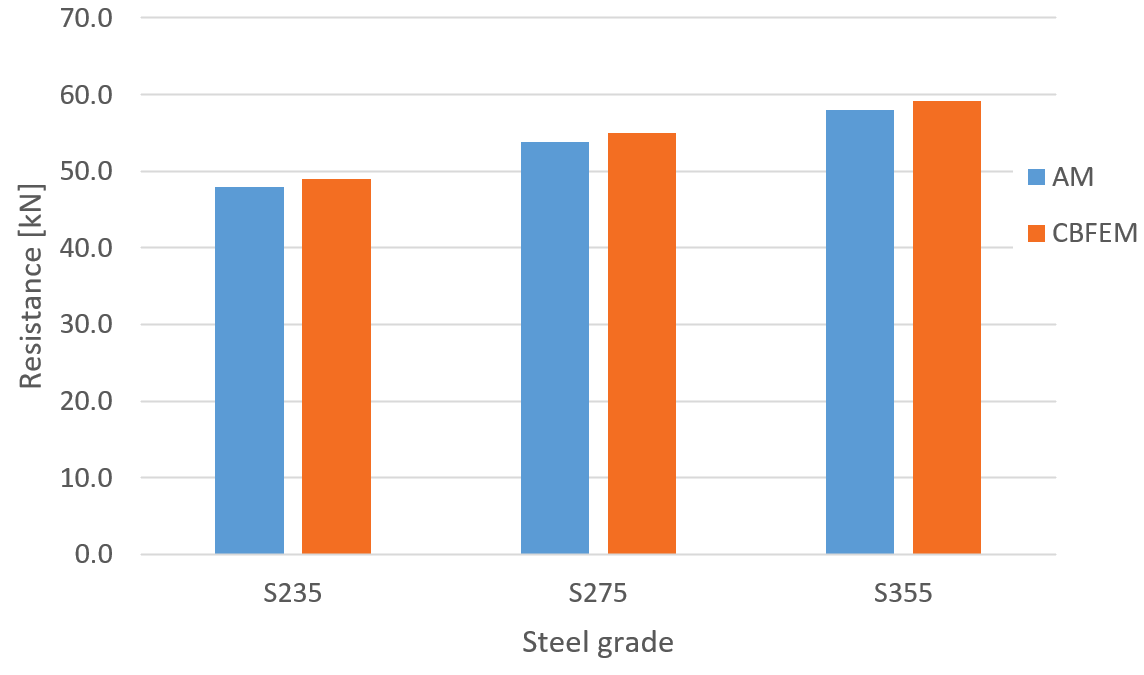
Fig. 3: Estudio paramétrico del grado de acero para soldadura transversal
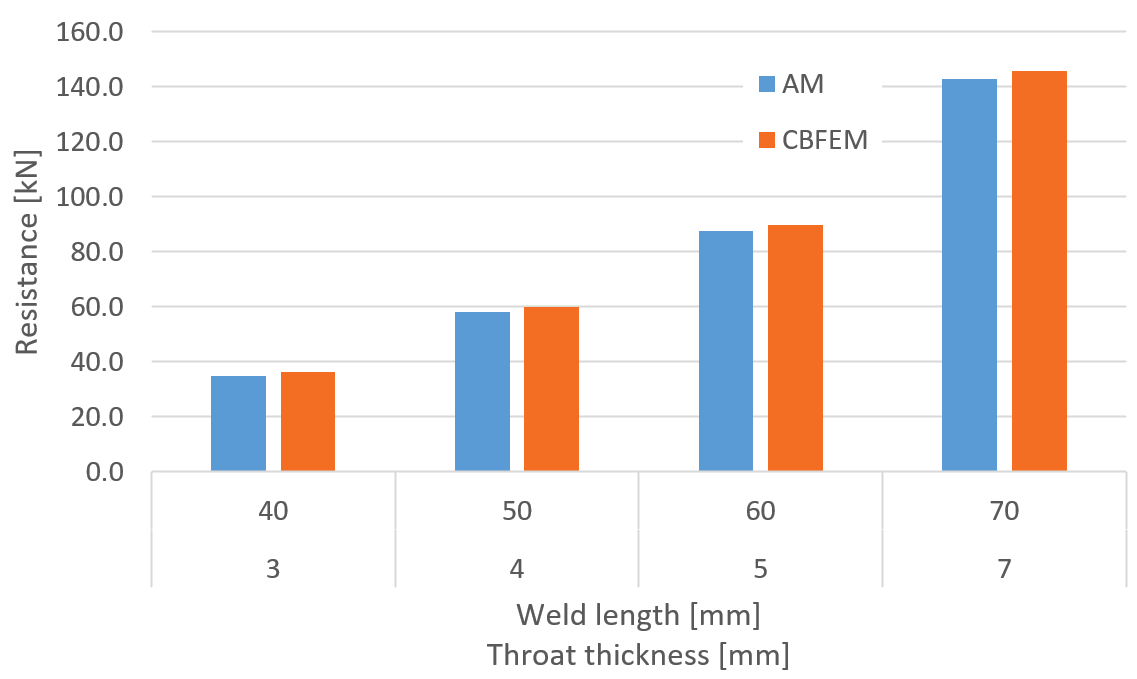
Fig. 4: Estudio paramétrico de la longitud de soldadura y espesor de garganta para soldadura transversal
La resistencia de las soldaduras en ángulo transversales es en la mayoría de los casos ligeramente superior (en promedio un 3 %) en CBFEM que en el modelo analítico. La excepción es la temperatura de 350 °C. A esta temperatura, la resistencia de las soldaduras se ve afectada solo ligeramente por el incendio, y la diferencia entre los coeficientes parciales de seguridad \(\gamma_{M,fi}=1.0\) y \(\gamma_{M2}=1.25\) supera la reducción debida al incendio. IDEA StatiCa no permite que la resistencia del perno o de la soldadura sea mayor en situación de incendio que a temperatura ambiente y asume el mínimo de:
- Resistencia de carga multiplicada por el factor de reducción por temperatura, \(k_{\theta}\), y dividida por el coeficiente de seguridad para situación de incendio, \(\gamma_{M,fi}\)
- Resistencia de carga dividida por el coeficiente de seguridad para pernos y soldaduras, \(\gamma_{M2}\)
Tab. 2: Soldaduras en ángulo longitudinales
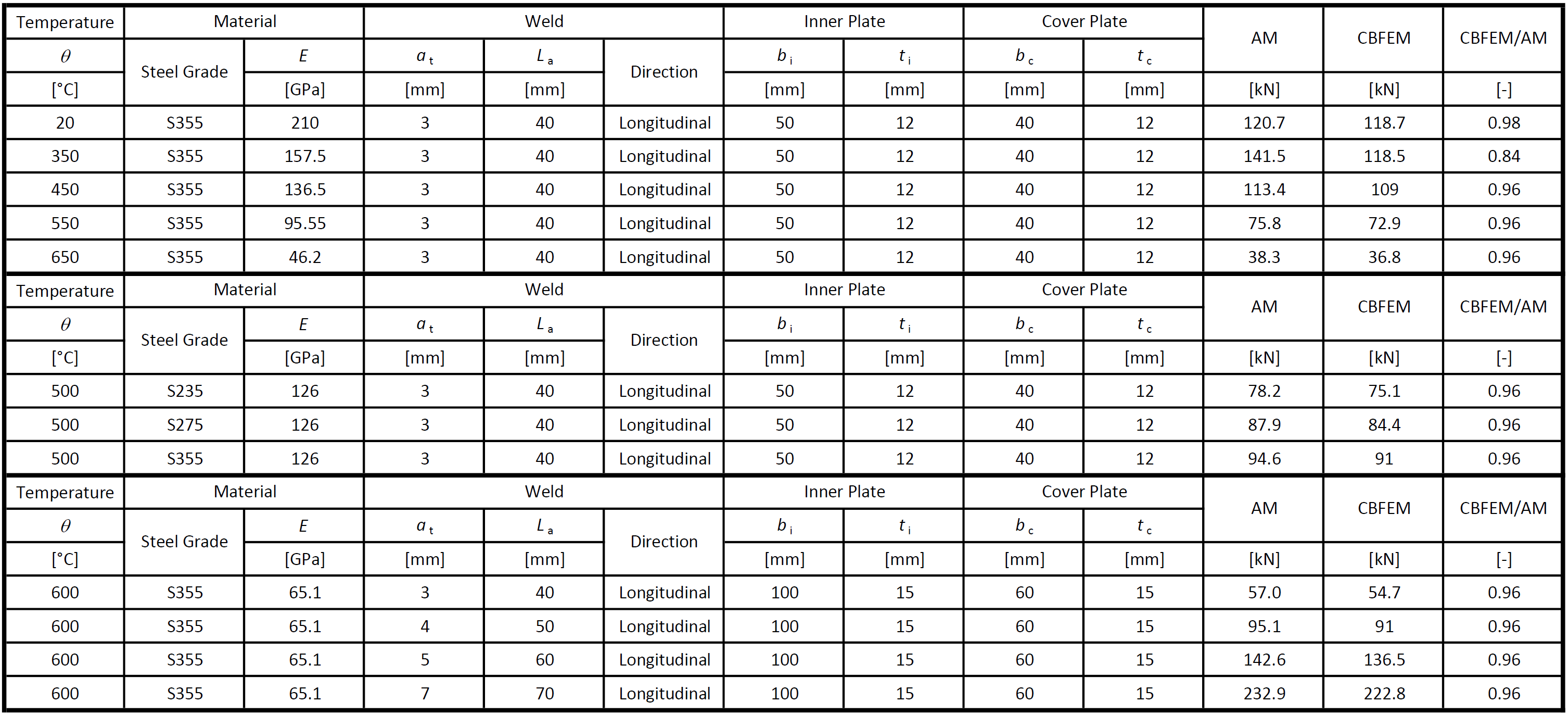
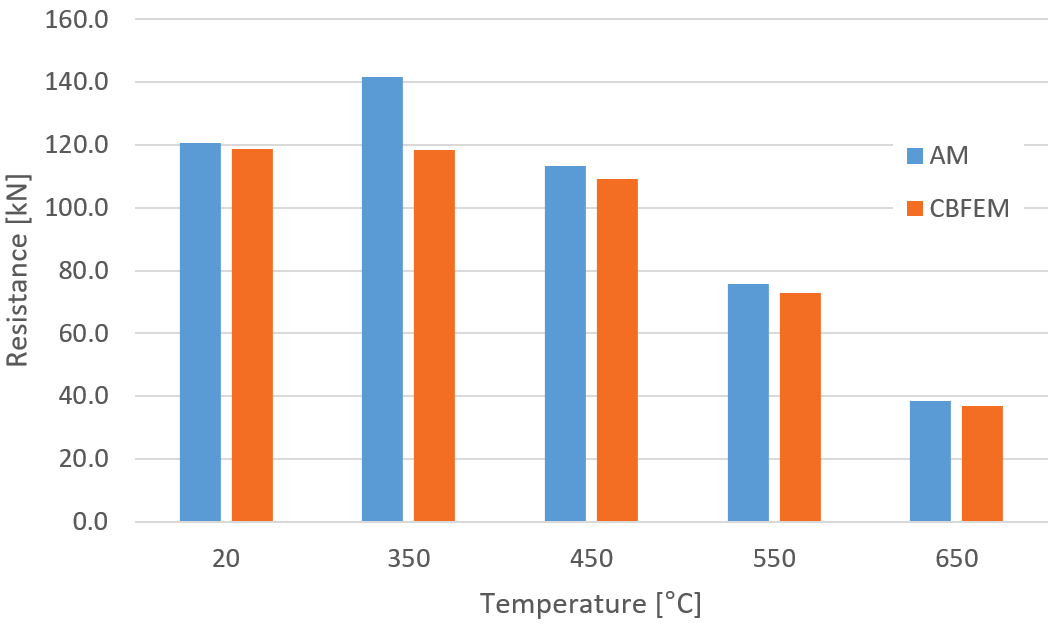
Fig. 5: Estudio paramétrico de temperatura para soldadura longitudinal
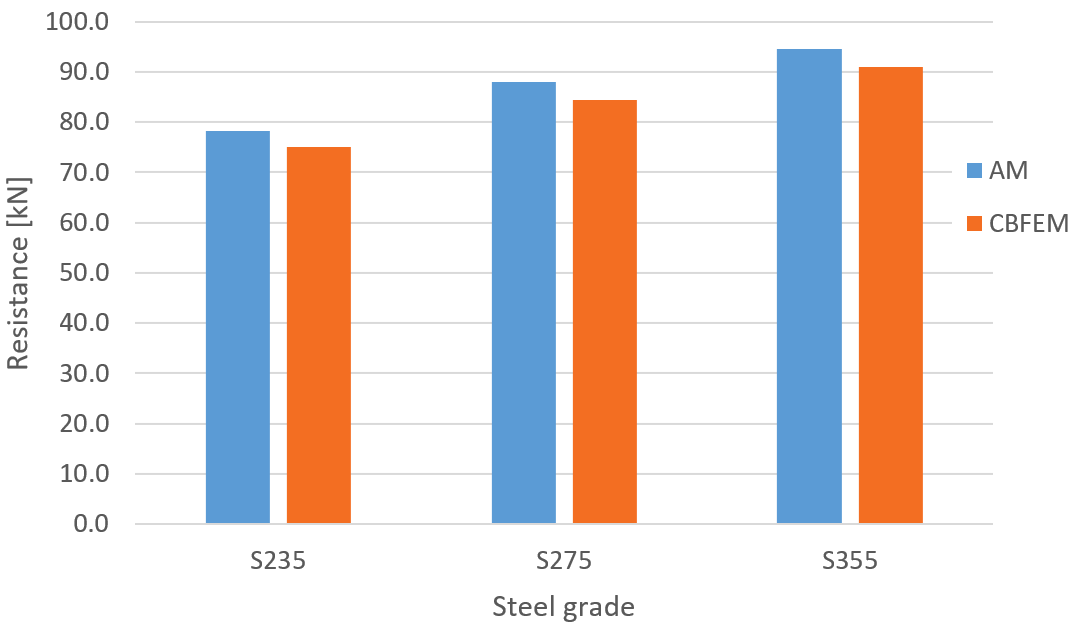
Fig. 6: Estudio paramétrico del grado de acero para soldadura longitudinal
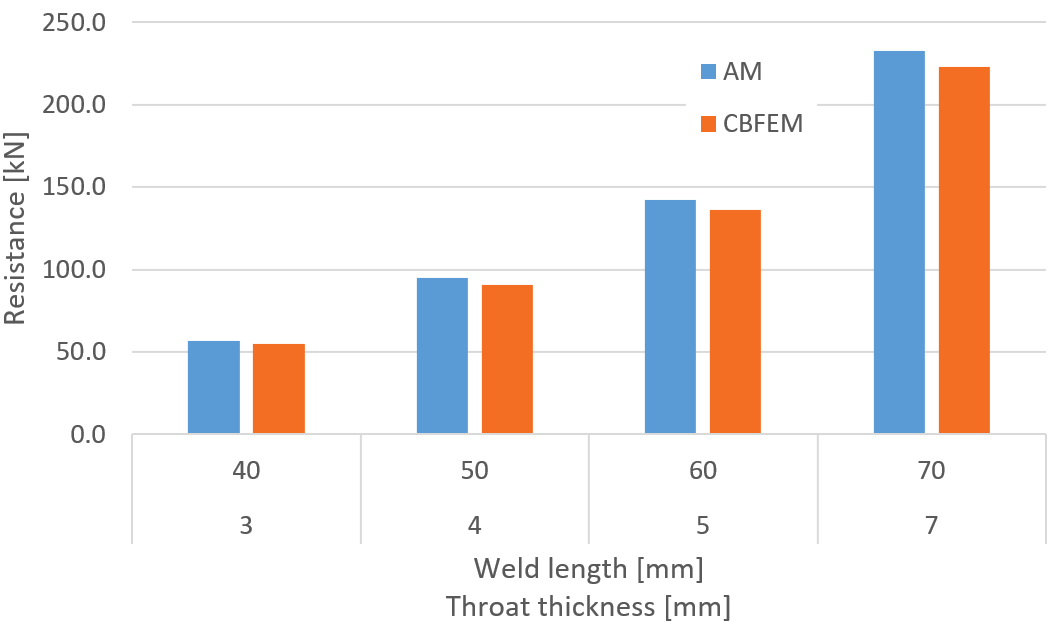
Fig. 7: Estudio paramétrico de la longitud de soldadura y espesor de garganta para soldadura longitudinal
La resistencia de las soldaduras en ángulo longitudinales es en la mayoría de los casos ligeramente inferior (en promedio un 4 %) en CBFEM que en el modelo analítico. La excepción es la temperatura de 350 °C por la misma razón que para las soldaduras transversales.
Ejemplo de referencia
Datos de entrada
Placa 2-3: Perfil I personalizado
- Espesor t2-3 = 12 mm
- Ancho b2-3 = 40 mm
- Acero S355
Placa 1
- Espesor t1 = 12 mm
- Ancho b1 = 50 mm
- Acero S355
- Tipo de modelo N-Vy-Vz
Soldadura, soldaduras en ángulo transversales
- Espesor de garganta ab = 3 mm
- Longitud de soldadura Lb = 40 mm
Temperatura: Ambos elementos
- \(\theta=550\,^\circ C\)
Resultado
- Resistencia de cálculo a tracción FRd = 48 kN
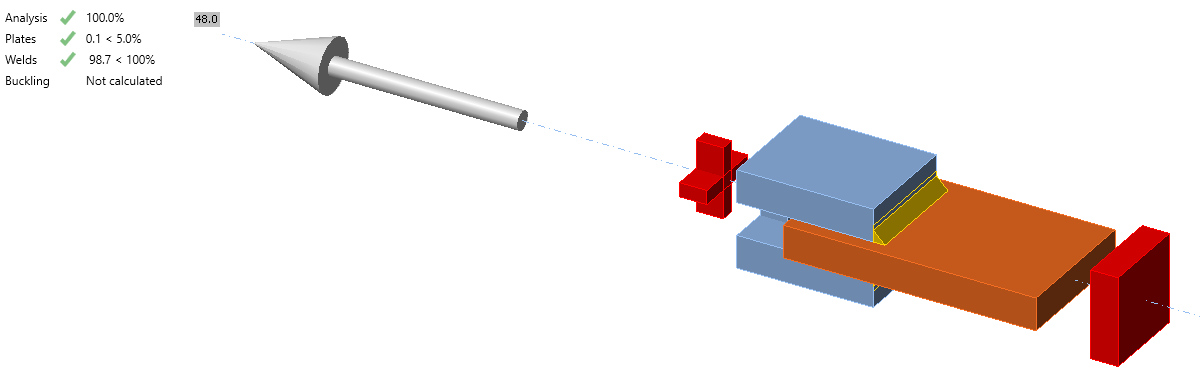
Fig. 8: Ejemplo de referencia para la unión solapada soldada
Para otros estudios de verificación, visite nuestro Centro de soporte - Verificaciones.