Çelik bağlantı bileşenlerinin kontrolü (SP)
CBFEM yöntemi, genel Sonlu Elemanlar Yöntemi'nin (FEM) ve standart Bileşen Yöntemi'nin (CM) avantajlarını birleştirir. Doğru CBFEM modeli üzerinde hesaplanan gerilmeler ve iç kuvvetler, tüm bileşenlerin kontrolünde kullanılır – Cıvatalar, ön yüklemeli cıvatalar ve kaynak dikişleri SP 16.13330.2017'ye göre kontrol edilir. Basınç altındaki beton SP 63.13330.2012'ye göre kontrol edilir. Plakalar sonlu elemanlar analizi ile kontrol edilir. Ankraj kontrolleri mevcut sürümde henüz uygulanmamıştır.
Rus standartlarına göre çelik plakaların kod kontrolü
Gerinim kontrolü, plakaları simüle eden kabuk sonlu elemanlarında gerçekleştirilir. Akma dayanımı, malzeme dayanımı katsayısına bölünür ve hizmet katsayısıyla çarpılır.
Plakalarda elde edilen eşdeğer gerilme (HMH, von Mises) ve plastik gerinim hesaplanır. Bilineer malzeme diyagramında akma dayanımına (malzeme dayanımı için kısmi güvenlik katsayısına bölünmüş, γm – SP 16, Tablo 3, ve hizmet katsayısıyla çarpılmış γc – SP 16, Tablo 1, bu değer Kod kurulumunda düzenlenebilir, SP 16, Md. 11.1.1) ulaşıldığında, eşdeğer plastik gerinim kontrolü gerçekleştirilir. % 5 sınır değeri Eurocode'da (EN 1993-1-5 Ek C, Par. C8, Not 1) önerilmektedir. Bu değer Kod kurulumunda değiştirilebilir; ancak doğrulama çalışmaları bu önerilen değer için yapılmıştır. Elemanın malzeme özellikleri en kalın plaka tarafından belirlenir.
\[ \frac{1}{R_y \gamma_c} \sqrt{\sigma_x^2-\sigma_x \sigma_y + \sigma_y^2 + 3 \tau_{xy}^2} \le 1.0 \]
Plaka elemanı beş katmana bölünür ve her birinde elastik/plastik davranış incelenir. Program, tüm katmanlardan en kötü sonucu gösterir.
Gerilme, tasarım akma dayanımından biraz daha yüksek olabilir. Bunun nedeni, hesaplamanın kararlılığını artırmak amacıyla analizde kullanılan gerilme-gerinim diyagramının plastik dalının hafif eğimidir.
Rus standartlarına göre cıvataların ve ön yüklemeli cıvataların kod kontrolü
Cıvatalar
Cıvatalar SP 16, Md. 14.2'ye göre kontrol edilir. Her cıvatadaki çekme ve kesme kuvveti sonlu elemanlar analizi ile belirlenir. Kaldıraç kuvvetleri sonlu elemanlar analizi ile belirlenir ve dikkate alınır. Her kesme düzlemi ayrı ayrı kontrol edilir. Yatak basıncındaki levha, yakın düzlemlerdeki kesme kuvvetlerinin toplamına göre kontrol edilir.
Kesmeye maruz cıvata
Tasarım kesme kuvvetine maruz bir cıvata, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_s \le N_{bs} = R_{bs} A_b \gamma_b \gamma_c \]
burada:
- Ns – cıvatanın bir düzlemindeki kesme kuvveti
- Nbs – cıvatanın kesme dayanımı
- Rbs – cıvatanın tasarım kesme mukavemeti – SP 16, Tablo 5
- Ab – cıvatanın brüt kesit alanı
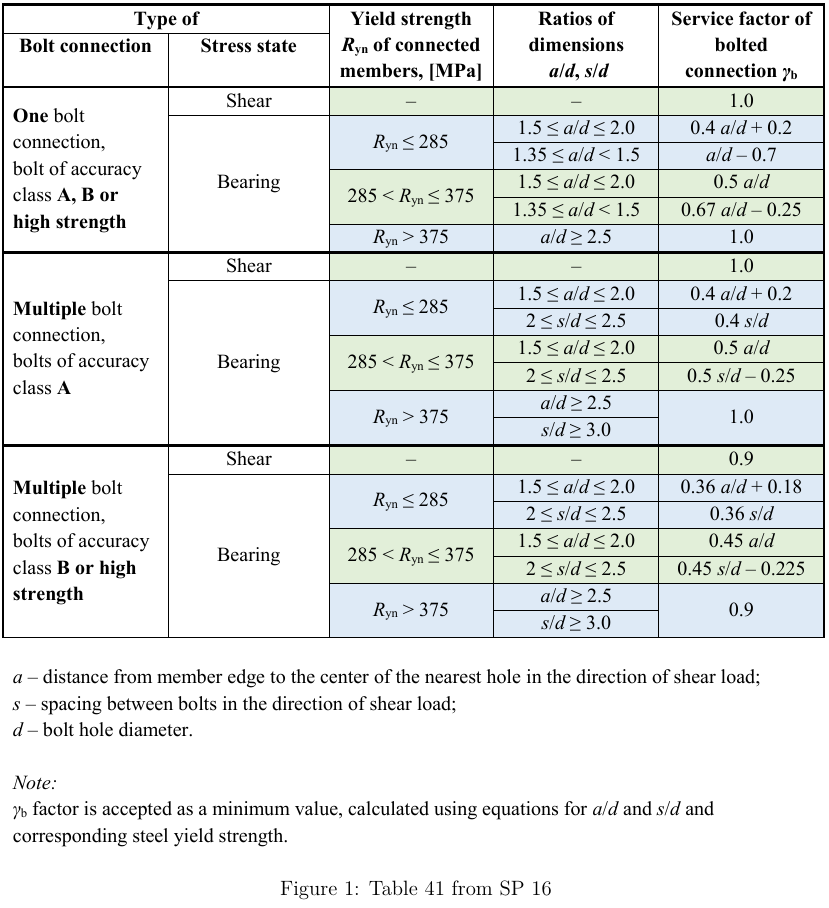
- γb – cıvatalı birleşim hizmet faktörü – SP 16, Tablo 41 – γb = 1.0 tek cıvatalama ve A doğruluk sınıfı ile çok cıvatalama için, γb = 0.9 çok cıvatalama ve B doğruluk sınıfı ile yüksek mukavemetli cıvatalar için (Rbun ≥ 800 MPa)
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
| Rbyn [MPa] | Rbs [MPa] |
| \(R_{byn} \le 300 \) | \(0.42 \cdot R_{bun} \) |
| \(300 < R_{byn} \le 400 \) | \(0.41 \cdot R_{bun} \) |
| \(400 < R_{byn} \le 936 \) | \(0.40 \cdot R_{bun} \) |
| \(936 > R_{byn} \) | \(0.35 \cdot R_{bun} \) |
Her kesme düzlemi ayrı ayrı kontrol edilir.
Çekmeye maruz cıvata
Tasarım çekme kuvvetine maruz bir cıvata, SP 16, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_t ≤ N_{bt} = R_{bt} A_{bn} \gamma_c \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Nbt – cıvatanın çekme dayanımı
- Rbt – tasarım çekme mukavemeti – SP 16, Tablo 5
- Abn – cıvatanın net kesit alanı
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
| Rbun [MPa] | Rbt [MPa] |
| \(R_{bun} < 830 \) | \(0.45 \cdot R_{bun} \) |
| \(830 \le R_{bun} < 1040 \) | \(0.54 \cdot R_{bun} \) |
| \(R_{bun} \ge 1040 \) | \(0.70 \cdot R_{bun} \) |
Birleşik kesme ve çekmeye maruz cıvata
Aynı anda kesme ve çekme kuvvetlerine maruz bir cıvata, SP 16, Md. 14.2.13'e göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ \sqrt{\left ( \frac{N_t}{N_{bt}} \right ) ^2 + \left ( \frac{N_s}{N_{bs}} \right ) ^2} \le 1.0 \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Nbt – cıvatanın çekme dayanımı
- Ns – cıvatanın bir düzlemindeki kesme kuvveti
- Nbs – cıvatanın kesme dayanımı
Yatak basıncına maruz cıvatalar
Kesmede çalışan bir cıvata nedeniyle yatak basıncına maruz bir levha, SP 16, Md. 14.2.9'a göre tasarlanır ve aşağıdaki koşulu sağlamalıdır:
\[ N_s ≤ N_{bp} = R_{bp} d_b t \gamma_b \gamma_c \]
burada:
- Ns – levhaya etkiyen cıvatadaki kesme kuvveti
- Nbp – levhanın yatak basıncı dayanımı
- Rbp – yatak basıncı tasarım mukavemeti; Rbp = 1.6 · Ru A doğruluk sınıfı için ve Rbp = 1.35 · Ru B doğruluk sınıfı için – SP 16, Tablo 5
- Run – birleştirilen elemanın kopma mukavemeti
- db – cıvata çapı
- t – levha kalınlığı
- γb – cıvatalı birleşim hizmet faktörü – SP 16, Tablo 41
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
Her levha ayrı ayrı kontrol edilir ve en kötü durum gösterilir. SP 16, detaylandırma sınırları dışındaki durumlar için cıvatalı birleşim hizmet faktörü γb'yi göstermemektedir. Bu nedenle, bu tür durumlar için yatak basıncı kontrolü yapılmaz.
Sürtünme tipi birleşimler
Sürtünme tipi birleşimlerde, kaymanın sınırlandırılması ve SP 16, Md. 14.3'e göre kontrol edilmesi gerekir. Bu cıvatalar ayrıca, kayma gerçekleştikten sonra nihai limit durum için yatak tipi olarak da kontrol edilmelidir. Kesme kuvvetine maruz bir cıvata aşağıdaki koşulu sağlamalıdır:
\[ N_s \le N_{bf} = Q_{bh} \gamma_b \gamma_c \]
burada:
- Ns – bir ön yüklemeli cıvata ve bir sürtünme düzlemine etkiyen kesme kuvveti
- Nbf – bir ön yüklemeli cıvata ve bir sürtünme düzleminin kayma dayanımı
- Qbh = Rbh Abn μ / γh – bir ön yüklemeli cıvata ve bir sürtünme düzleminin tasarım kayma dayanımı
- Rbh = 0.7 · Rbun – ön yüklemeli cıvatadaki tasarım ön yükü – SP 16, Md. 6.7
- Rbun – cıvatanın kopma çekme dayanımı
- Abn – çekme gerilmesi alanı
- μ – ön yüklemeli cıvatalar için sürtünme katsayısı – SP 16, Tablo 42, Kod ayarlarında düzenlenebilir
- γh – cıvata sıkma durumunda katsayı – SP 16, Tablo 42
- Normal delikler: statik yükleme, Δ ≤ 4 mm; dinamik yükleme, Δ ≤ 1 mm:
- γh = 1.12, μ ≥ 0.42 için
- γh = 1.17, 0.35 ≤ μ < 0.42 için
- γh = 1.30, μ < 0.35 için
- Büyütülmüş delikler: statik yükleme, Δ > 4 mm; dinamik yükleme, Δ > 1 mm:
- γh = 1.70, μ < 0.35 için
- γh = 1.35, μ ≥ 0.35 için
- Normal delikler: statik yükleme, Δ ≤ 4 mm; dinamik yükleme, Δ ≤ 1 mm:
- Δ – cıvata deliği çapı ile cıvata çapı arasındaki fark
- γb – sürtünme birleşimi hizmet faktörü – SP 16, Md. 14.3.4
- γc – hizmet faktörü – SP 16, Tablo 1, Kod ayarlarında düzenlenebilir
Statik veya dinamik yükleme Kod ayarlarında belirlenebilir.
| Cıvata sayısı n | \( \gamma_b \) |
| \( n < 5 \) | 0.8 |
| \( 5 \le n < 10 \) | 0.9 |
| \( n \ge 10 \) | 1.0 |
Etkin arayüz sayısı κ, her arayüz ayrı ayrı kontrol edildiğinden her zaman 1'e eşittir.
SP 16, Md. 14.3.6'ya göre, birleşik kesme ve çekme yüküne maruz sürtünme tipi birleşimlerdeki cıvatalar için sürtünme birleşimi hizmet faktörü γb şu değerle çarpılır:
\[ \gamma_b = \gamma_b \cdot \left ( 1 - \frac{N_t}{P_b} \right ) \]
burada:
- Nt – cıvatadaki çekme kuvveti
- Pb = Rbh Abn – cıvatadaki ön yük
- Rbh = 0.7 · Rbun – ön yüklemeli cıvatadaki tasarım ön yükü – SP 16, Md. 6.7
- Abn – çekme gerilmesi alanı
Sürtünme tipi birleşimler ayrıca nihai limit durum için de kontrol edilmelidir. Cıvata tipi yatak – çekme/kesme etkileşimine değiştirilmeli, yükler uygun şekilde artırılmalı ve birleşim yeniden kontrol edilmelidir.
Rus standartlarına göre kaynak dikişlerinin kod kontrolü
Tam kenar boyu boyunca küt kaynak veya köşe kaynak, kısmi kaynak veya aralıklı kaynak ayarlamak mümkündür. Küt kaynakların, kaynaklanan elemanla aynı dayanıma sahip olduğu varsayılır ve kontrol edilmez. Köşe kaynakları durumunda, kaynak elemanı plakaları birbirine bağlayan interpolasyon bağlantıları arasına yerleştirilir. Kaynak elemanı, uzun kaynaklar, çok yönlü kaynaklar veya takviyesiz başlığa kaynak gibi durumlarda elle hesaplamaya benzer bir direnç elde etmek amacıyla gerilmeyi kaynak boyu boyunca yeniden dağıtmak için belirlenmiş elastoplastik malzeme diyagramına sahiptir. Kaynak kontrolünde en fazla gerilmeye maruz kalan kaynak elemanı belirleyicidir.
Kaynağın en fazla gerilmeye maruz kalan köşe kaynak elemanı SP 16, Md. 14.1'e göre kontrol edilir. Kaynak uzunluğu SP 16, Md. 14.1.16'ya göre 10 mm azaltılmalıdır.
Kaynak metali kontrolü:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Ana metal kontrolü:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
burada:
- N – kaynak elemanına etkiyen kuvvet
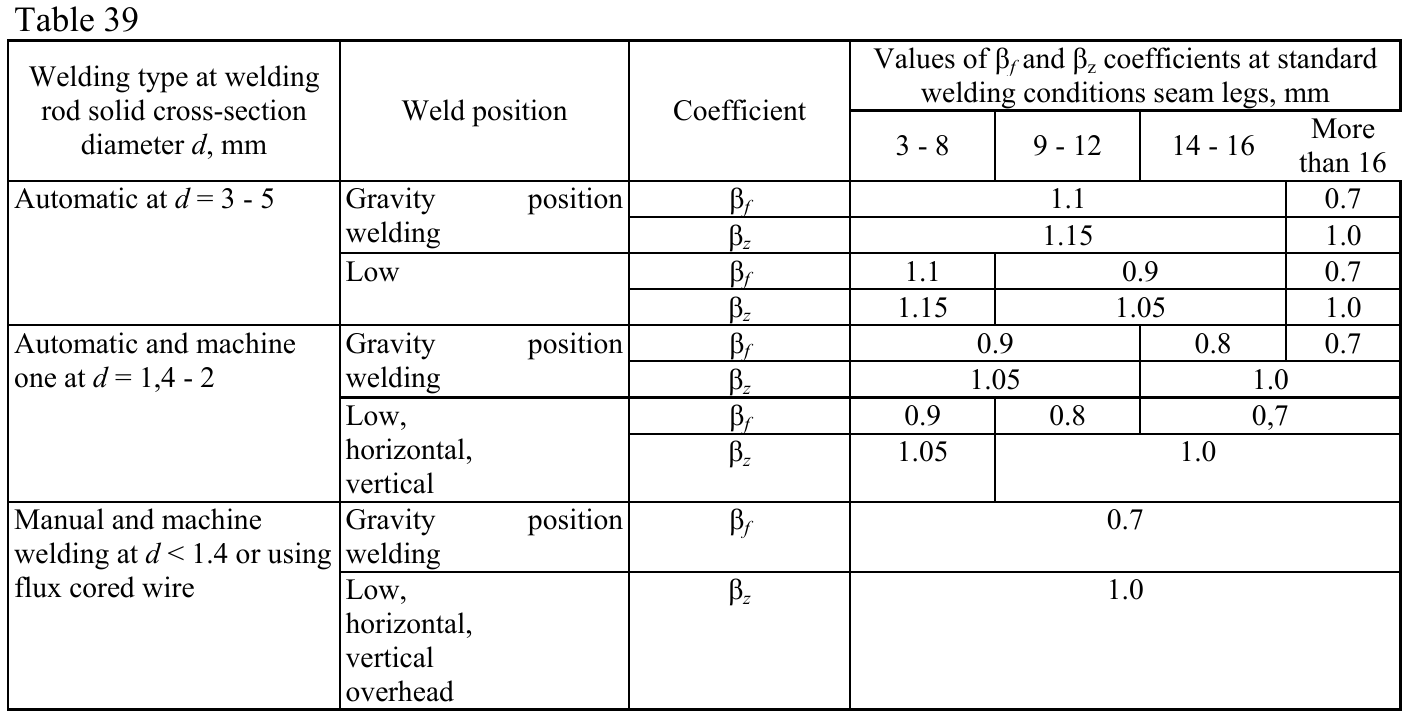
- βf – SP 16, Tablo 39'dan kaynak metali katsayısı; katsayı Kod kurulumuna göre belirlenir – kaynak türü ve kaynak pozisyonu (kaynak malzemesi ayarları)
- βz – SP 16, Tablo 39'dan ana metal katsayısı; katsayı Kod kurulumuna göre belirlenir – kaynak türü ve kaynak pozisyonu (kaynak malzemesi ayarları)
- kf – kaynak bacak boyutu, köşe kaynak bacak oranı 1:1 olarak alınır
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – hesap kaynak elemanı uzunluğu
- lw = l – 10 mm – hesap kaynak uzunluğu
- l – gerçek kaynak uzunluğu
- le – gerçek kaynak elemanı uzunluğu
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – kaynak metali kopma dayanımı – SP 16, Tablo 4
- Rwz = 0.45 Run – ana metal kopma dayanımı – SP 16, Tablo 4
- γc – hizmet katsayısı – SP 16, Tablo 1, Kod kurulumunda düzenlenebilir
- Rwun – SP 16, Tablo D2'den köşe kaynak metalinin standart dayanımı
- γwm – kaynak metali için kısmi güvenlik katsayısı, Rwun ≤ 490 MPa için γwm = 1.25 ve diğer durumlarda γwm = 1.35 – SP 16, Tablo 4
- Run – bağlanan çeliğin karakteristik dayanımı
| Kaynak malzemesi | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Kaynak pozisyonunun yerçekimi türü, Kod kurulumunda kaynak elektrodu ve kaynak türü seçiminde ayarlanabilir.
Kaynak diyagramları aşağıdaki formüle göre gerilmeyi gösterir:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]

Rus standartlarına göre beton bloğun kod kontrolü
Basınç altındaki beton
Taban plakası altındaki basınç altındaki beton, SP 63.13330.2012, Md. 8.1.44 – Yerel basınç için betonarme elemanların hesabı kapsamında kontrol edilir:
\[ N \le \psi R_{b,loc} A_{b,loc} \]
burada:
- N – dış yükten kaynaklanan yerel basınç kuvveti
- ψ – yerel yükün mesnet yüzeyi üzerinde düzgün dağılmaması durumunda 0,75'e eşit katsayı
- Rb,loc = φb Rb – basınç kuvvetinin yerel etkisi durumunda betonun hesap basınç dayanımı
- \( \varphi_b = 0.8 \sqrt{\frac{A_{b,max}}{A_{b,loc}}} \) ve 1,0 ≤ φb ≤ 2,5 – betondaki üç eksenli gerilme durumunu dikkate alan konsantrasyon katsayısı
- Rb = Rbn / γb – betonun eksenel basınç dayanımının hesap değeri
- Rbn – betonun normatif eksenel basınç dayanımı
- γb = 1,3 – basınç altında beton için güvenilirlik katsayısı; Kod ayarlarında düzenlenebilir
- Ab,loc – sonlu elemanlar yöntemiyle belirlenen, taban plakası ile beton blok arasındaki temas alanı olarak tanımlanan basınç kuvvetinin uygulama alanı (mesnet yüzey alanı)
- Ab,max – aşağıdaki kurallara göre belirlenen maksimum hesap alanı:
- Ab,loc ve Ab,max alanlarının ağırlık merkezleri çakışır
- maksimum hesap alanı, uygulama alanına geometrik olarak benzerdir; eğimler 1 dikey 2 yatay şeklindedir.
Kesme kuvvetinin aktarımı
Taban plakasındaki kesme etkisinin kolondan beton temele aktarılması aşağıdaki yollarla sağlandığı kabul edilir:
- Taban plakası ile beton/harç arasındaki sürtünme
- Kesme kılavuzu
- Ankraj bulonları
Ankrajlar
Ankrajlardaki çekme kuvvetleri kaldıraç kuvvetlerini içermekte olup sonlu elemanlar analizi ile belirlenir.
Ankrajlar yazılımda kontrol edilmez.
Rus standartlarına göre cıvata ve kaynak detaylandırması
Cıvatalar
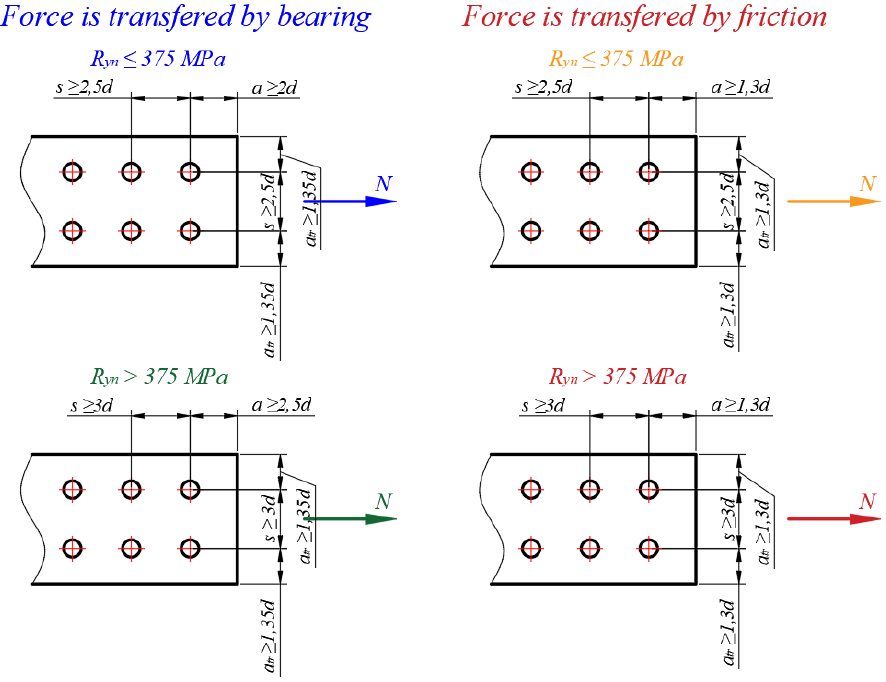
Minimum aralık ve minimum kenar mesafesi SP 16, Tablo 40'a göre kontrol edilir.
Minimum aralık, Ryn ≤ 375 MPa olan çelik için 2,5 · d, diğer durumlarda 3 · d'dir.
Minimum kenar mesafesi, kesme yükü yönünde Ryn ≤ 375 MPa olan çelik için 2 · d, diğer durumlarda 2,5 · d'dir. Kesme yüküne dik yönde minimum kenar mesafesi 1,35 · d'dir. SP 16, Tablo 40'ta belirtilen bazı koşullar altında minimum kenar mesafeleri daha küçük olabilir. Bu koşulların sağlanması durumunda kullanıcı detaylandırma kontrolünü devre dışı bırakabilir. Ancak bu durumda cıvataların yükleme altındaki ezilme kontrolü gerçekleştirilemeyebilir.
Ön yüklemeli cıvatalar
Minimum aralık ve minimum kenar mesafesi SP 16, Tablo 40'a göre kontrol edilir.
Minimum aralık, Ryn ≤ 375 MPa olan çelik için 2,5 · d, diğer durumlarda 3 · d'dir.
Minimum kenar mesafesi 1,3 · d'dir.
Ankrajlar
Ankrajlar arasındaki aralık, ankraj çapının altı katından büyük olmalıdır. Bu değer ankraj tipine bağlıdır ve Kod ayarlarından değiştirilebilir.
Minimum plaka kenar mesafesi, cıvatalar için geçerli olan kurallara uyar.
Kaynaklar
Kaynak detaylandırması SP 16, Md. 14.1.7'ye göre kontrol edilir. Maksimum köşe kaynak boyutu kf,max, 1,2 · tmin'den küçük olmalıdır; burada tmin birleştirilen plakaların daha ince olanının kalınlığıdır. Minimum köşe kaynak boyutu kf,min, SP 16, Tablo 38'e göre kontrol edilir. tmax, kaynak yapılan plakaların en kalın olanının kalınlığıdır.
- \(t_{min} < 0.6 \cdot t_{max}\) için – tek taraflı köşe kaynağında kf,min = tmin ve çift taraflı köşe kaynağında \( k_{f,min} = t_{min} / \sqrt{2} \)
- \(t_{min} \ge 0.6 \cdot t_{max}\) için – kf,min aşağıdaki tablodan seçilir

Rus standartlarına göre birleşim sınıflandırması
Birleşimler, birleşim rijitliğine göre şu şekilde sınıflandırılır:
- Rijit – elemanlar arasındaki orijinal açılarda ihmal edilebilir değişim olan birleşimler,
- Yarı rijit – güvenilir ve bilinen bir eğilme kısıtlama derecesi sağlama kapasitesine sahip olduğu varsayılan birleşimler,
- Mafsallı – eğilme momenti oluşturmayan birleşimler.
Birleşimler, EN 1993-1-8 – Md. 5.2.2'ye göre sınıflandırılır.
- Rijit – \( \frac{S_{j,ini} L_b}{E I_b} \ge k_b \)
- Yarı rijit – \( 0.5 < \frac{S_{j,ini} L_b}{E I_b} < k_b \)
- Mafsallı – \( \frac{S_{j,ini} L_b}{E I_b} \le 0.5 \)
burada:
- Sj,ini – birleşimin başlangıç rijitliği; birleşim rijitliği Mj,Rd'nin 2/3'üne kadar doğrusal kabul edilir
- Lb – analiz edilen elemanın teorik uzunluğu; eleman özelliklerinde belirlenir
- E – Young elastisite modülü
- Ib – analiz edilen elemanın atalet momenti
- kb = 8, yatay deplasmanı en az %80 azaltan bir perde/çapraz sisteme sahip çerçeveler için; kb = 25, her katta Kb/Kc ≥ 0.1 koşulunun sağlandığı diğer çerçeveler için. Kullanıcı Kod ayarlarında "perdeli sistem" seçeneğini belirtmediği sürece kb = 25 değeri kullanılır.
- Mj,Rd – birleşimin tasarım moment dayanımı
- Kb = Ib / Lb
- Kc = Ic / Lc
Rus standartlarına göre kapasite tasarımı
Kapasite tasarımı, Rus yönetmeliklerinde ilgili hükümlerin bulunmaması nedeniyle EC'deki ile aynı prosedürü kullanmaktadır.
Kapasite tasarımının amacı, tasarım düzeyindeki bir depremde çökmeyi önlemek için binanın kontrollü sünek davranış sergilemesini doğrulamaktır. Plastik mafsal, sönümleyici elemanda oluşması beklenmekte olup birleşimin sönümleyici olmayan tüm elemanları, sönümleyici elemandaki akma nedeniyle oluşan kuvvetleri güvenli biçimde aktarabilmelidir. Sönümleyici eleman genellikle moment aktaran çerçevedeki bir kiriştir; ancak örneğin bir alın levhası da olabilir. Servis faktörü, sönümleyici elemanlar için kullanılmaz. Sönümleyici elemana iki faktör atanır:
- γov – aşırı dayanım faktörü – EN 1998-1, Md. 6.2; önerilen değer γov = 1,25'tir; malzemelerde düzenlenebilir
- γsh – pekleşme faktörü; önerilen değerler moment aktaran çerçevedeki kiriş için γsh = 1,2, diğer durumlar için γsh = 1,0'dır; işlemde düzenlenebilir
Malzeme diyagramı aşağıdaki şekle göre değiştirilmektedir:
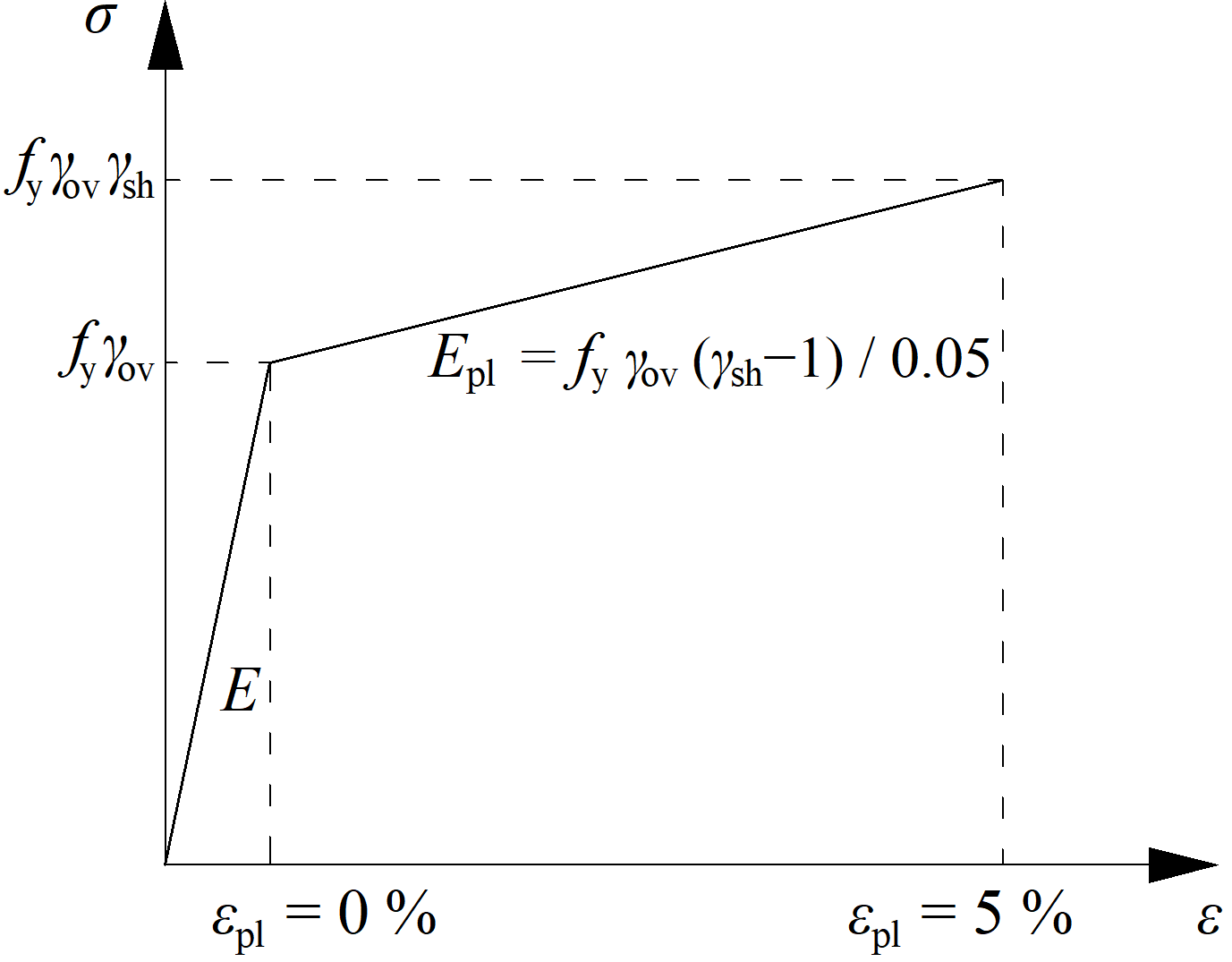
Sönümleyici elemanın artırılmış dayanımı, plastik mafsalın sönümleyici elemanda oluşmasına neden olan yük girişine olanak tanır. Moment aktaran çerçeve ve kirişin sönümleyici eleman olduğu durumda, kiriş My,Ed = γovγshfyWpl,y ile buna karşılık gelen Vz,Ed = –2 My,Ed / Lh kesme kuvveti ile yüklenmelidir; burada:
- fy – karakteristik akma dayanımı
- Wpl,y – plastik kesit modülü
- Lh – kiriş üzerindeki plastik mafsallar arasındaki mesafe
Asimetrik birleşim durumunda, kiriş hem sarkma hem de kalkma eğilme momentleri ve bunlara karşılık gelen kesme kuvvetleri ile yüklenmelidir.
Sönümleyici elemanların levhaları kontrolün dışında tutulmaktadır.