지식 베이스
러시아 기준에 따른 용접부 규정 검토
맞대기 용접 또는 필릿 용접을 설정할 수 있으며, 전체 엣지 길이에 걸친 용접, 부분 용접 또는 단속 용접을 설정할 수 있습니다. 맞대기 용접은 용접된 부재와 동일한 강도를 가지는 것으로 가정하며 검토하지 않습니다. 필릿 용접의 경우, 용접 요소는 플레이트를 서로 연결하는 보간 링크 사이에 삽입됩니다. 용접 요소는 지정된 탄소성 재료 다이어그램을 가지며, 이를 통해 용접 길이를 따라 응력을 재분배하여 긴 용접, 다방향 용접 또는 보강되지 않은 플랜지에 대한 용접이 수계산과 유사한 저항력을 갖도록 합니다. 가장 응력이 큰 용접 요소가 용접 검토에서 결정적입니다.
용접의 가장 응력이 큰 필릿 용접 요소는 SP 16, 14.1조에 따라 검토됩니다. 용접 길이는 SP 16, 14.1.16조에 따라 10 mm 감소시켜야 합니다.
용접 금속 검토:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
모재 검토:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
여기서:
- N – 용접 요소에 작용하는 힘
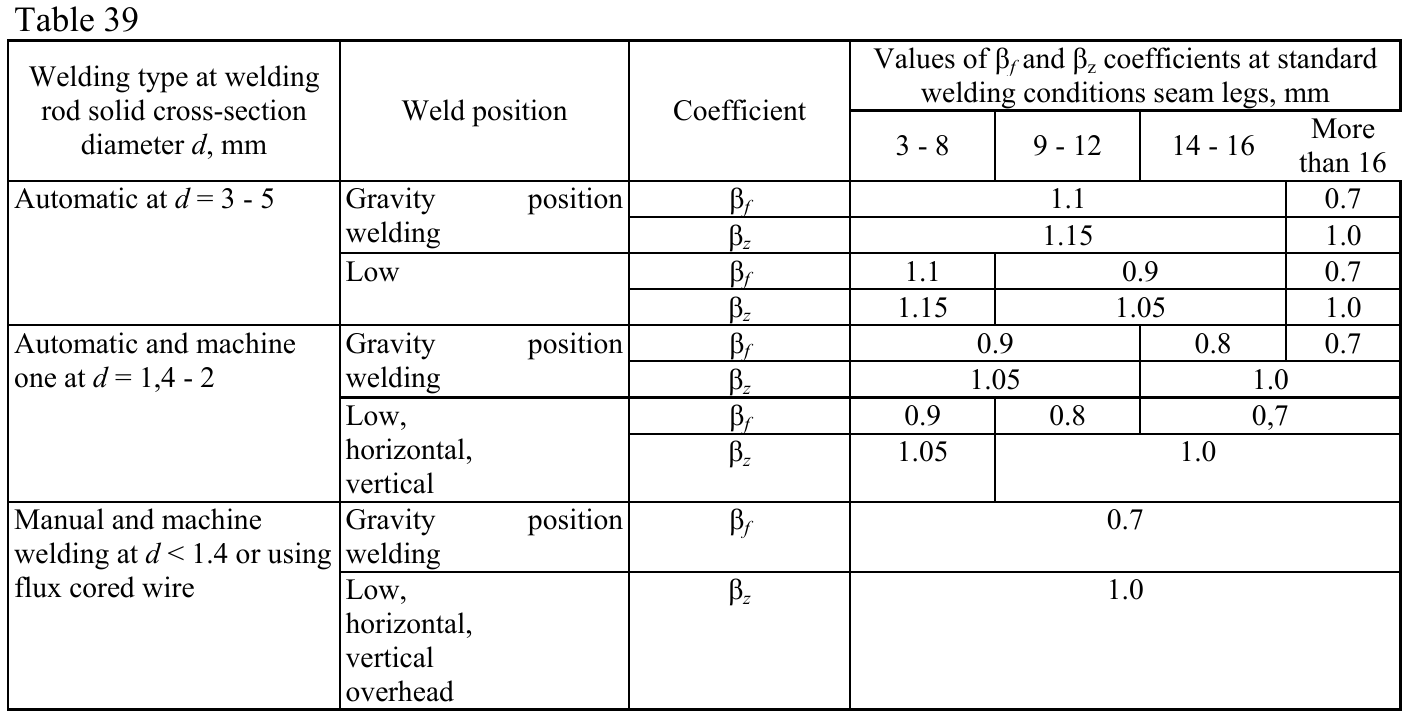
- βf – SP 16, 표 39의 용접 금속에 대한 계수; 계수는 규정 설정 – 용접 유형 및 용접 자세(용접 재료 설정)에 의해 결정됨
- βz – SP 16, 표 39의 모재에 대한 계수; 계수는 규정 설정 – 용접 유형 및 용접 자세(용접 재료 설정)에 의해 결정됨
- kf – 용접 다리 크기, 필릿 용접 다리 비율은 1:1로 가정
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – 설계 용접 요소 길이
- lw = l – 10 mm – 설계 용접 길이
- l – 실제 용접 길이
- le – 실제 용접 요소 길이
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – 용접 금속 극한 강도 – SP 16, 표 4
- Rwz = 0.45 Run – 모재 극한 강도 – SP 16, 표 4
- γc – 사용 계수 – SP 16, 표 1, 규정 설정에서 편집 가능
- Rwun – SP 16, 표 D2의 필릿 용접 금속 표준 강도
- γwm – 용접 금속에 대한 부분 안전 계수, Rwun ≤ 490 MPa인 경우 γwm = 1.25, 그 외의 경우 γwm = 1.35 – SP 16, 표 4
- Run – 연결 강재의 특성 강도
| 용접 재료 | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
용접 자세의 중력 유형은 규정 설정에서 용접 전극 및 용접 유형 선택 시 설정할 수 있습니다.
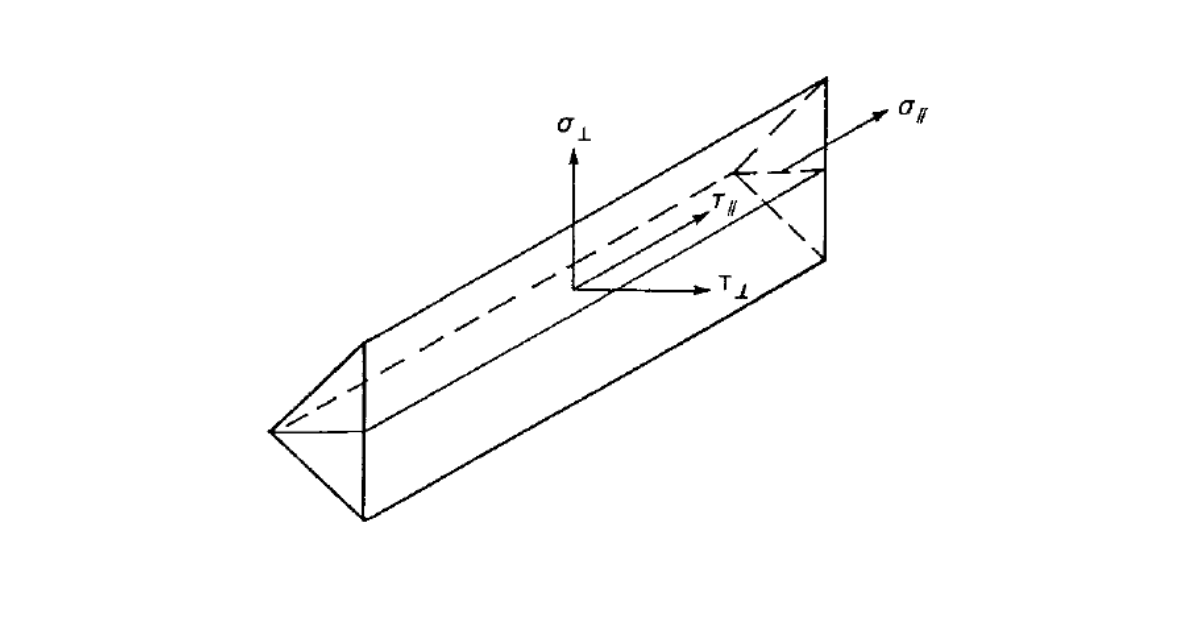
용접 다이어그램은 다음 공식에 따른 응력을 나타냅니다:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
