Verificación normativa de soldaduras según normas rusas
Es posible establecer soldaduras a tope o soldaduras en ángulo a lo largo de toda la longitud del borde, soldaduras parciales o soldaduras intermitentes. Se asume que las soldaduras a tope tienen la misma resistencia que el elemento soldado y no se verifican. En el caso de soldaduras en ángulo, el elemento de soldadura se inserta entre los enlaces de interpolación que conectan las placas entre sí. El elemento de soldadura tiene un diagrama de material elastoplástico especificado para redistribuir la tensión a lo largo de la longitud de la soldadura, de modo que las soldaduras largas, las soldaduras multidireccionales o la soldadura a un ala no rigidizada tengan una resistencia similar a la del cálculo manual. El elemento de soldadura más solicitado es el determinante en la verificación normativa de la soldadura.
El elemento de soldadura en ángulo más solicitado se verifica según SP 16, Art. 14.1. La longitud de la soldadura debe reducirse en 10 mm según SP 16, Art. 14.1.16.
Verificación del metal de soldadura:
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Verificación del metal base:
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
donde:
- N – fuerza que actúa sobre un elemento de soldadura
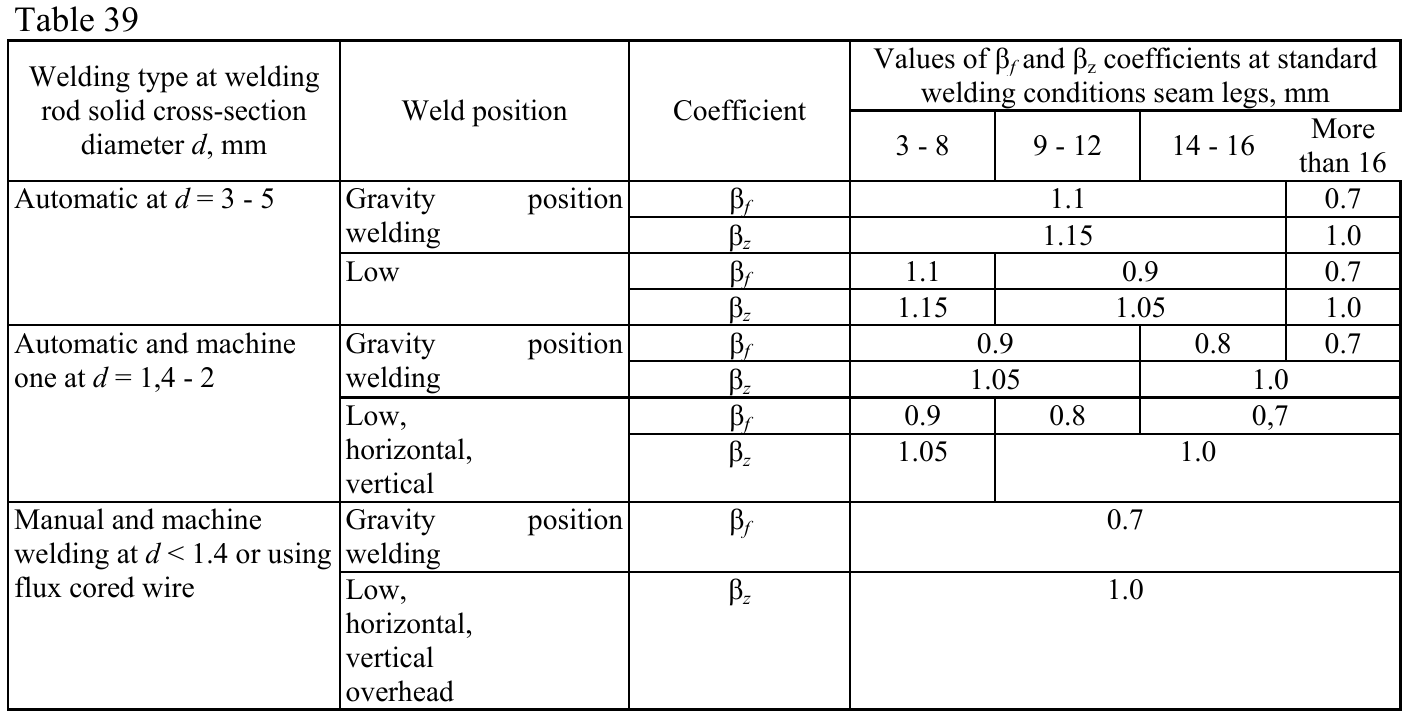
- βf – coeficiente para el metal de soldadura según SP 16, Tabla 39; el coeficiente se determina mediante la configuración normativa – tipo de soldadura y posición de soldadura (configuración del material de soldadura)
- βz – coeficiente para el metal base según SP 16, Tabla 39; el coeficiente se determina mediante la configuración normativa – tipo de soldadura y posición de soldadura (configuración del material de soldadura)
- kf – tamaño del cateto de la soldadura en ángulo; se asume una relación de catetos 1:1
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – longitud de diseño del elemento de soldadura
- lw = l – 10 mm – longitud de diseño de la soldadura
- l – longitud real de la soldadura
- le – longitud real del elemento de soldadura
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – resistencia última del metal de soldadura – SP 16, Tabla 4
- Rwz = 0.45 Run – resistencia última del metal base – SP 16, Tabla 4
- γc – factor de servicio – SP 16, Tabla 1, editable en la configuración normativa
- Rwun – resistencia característica del metal de soldadura en ángulo según SP 16, Tabla D2
- γwm – coeficiente parcial de seguridad para el metal de soldadura, γwm = 1.25 para Rwun ≤ 490 MPa y γwm = 1.35 en caso contrario – SP 16, Tabla 4
- Run – resistencia característica del acero conectado
| Material de soldadura | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
El tipo de posición de soldadura por gravedad puede establecerse en la selección del electrodo de soldadura y el tipo de soldadura en la configuración normativa.
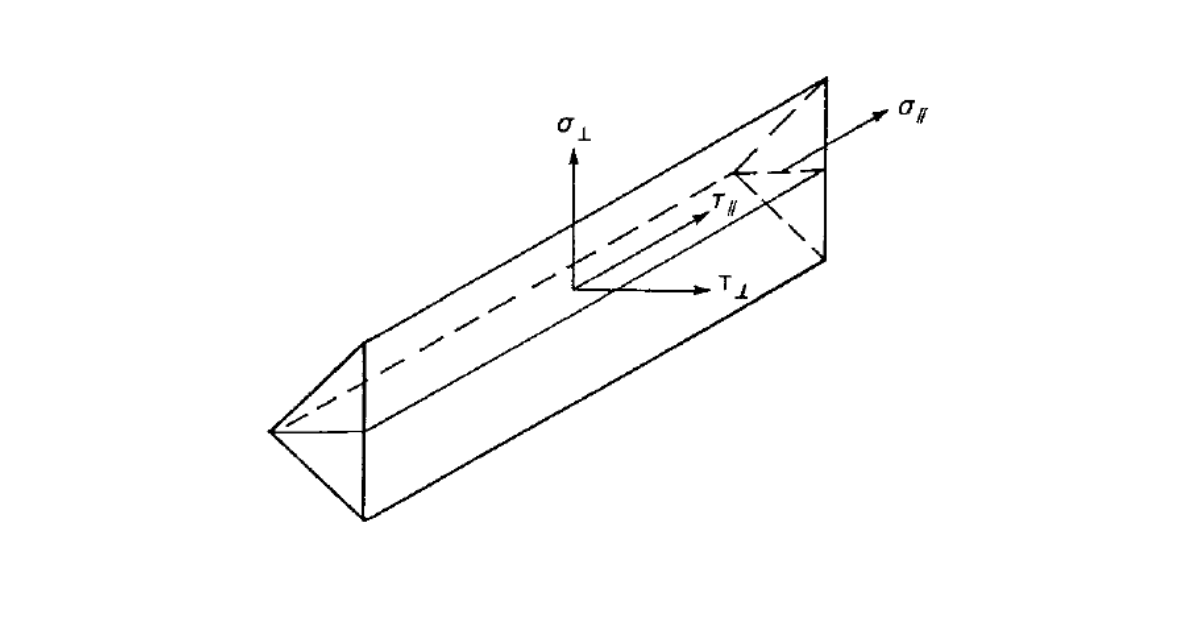
Los diagramas de soldadura muestran la tensión según la siguiente fórmula:
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
