Vérification normative des soudures selon les normes russes
Il est possible de définir des soudures bout à bout ou des soudures d'angle sur toute la longueur du bord, des soudures partielles ou des soudures intermittentes. Les soudures bout à bout sont supposées avoir la même résistance que l'élément soudé et ne sont pas vérifiées. Dans le cas des soudures d'angle, l'élément de soudure est inséré entre les liaisons d'interpolation reliant les platines entre elles. L'élément de soudure possède un diagramme de matériau élasto-plastique spécifié pour redistribuer la contrainte le long de la longueur de soudure, de sorte que les soudures longues, les soudures multi-orientations ou le soudage sur une semelle non raidie présentent une résistance similaire à celle obtenue par calcul manuel. L'élément de soudure le plus sollicité est déterminant pour la vérification normative de la soudure.
L'élément de soudure d'angle le plus sollicité est vérifié conformément à SP 16, Art. 14.1. La longueur de la soudure doit être réduite de 10 mm conformément à SP 16, Art. 14.1.16.
Vérification du métal de soudure :
\[ \frac{N}{\beta_f k_f l_{we} R_{wf} \gamma_c} ≤ 1.0 \]
Vérification du métal de base :
\[ \frac{N}{\beta_z k_f l_{we} R_{wz} \gamma_c} ≤ 1.0 \]
où :
- N – effort agissant sur un élément de soudure
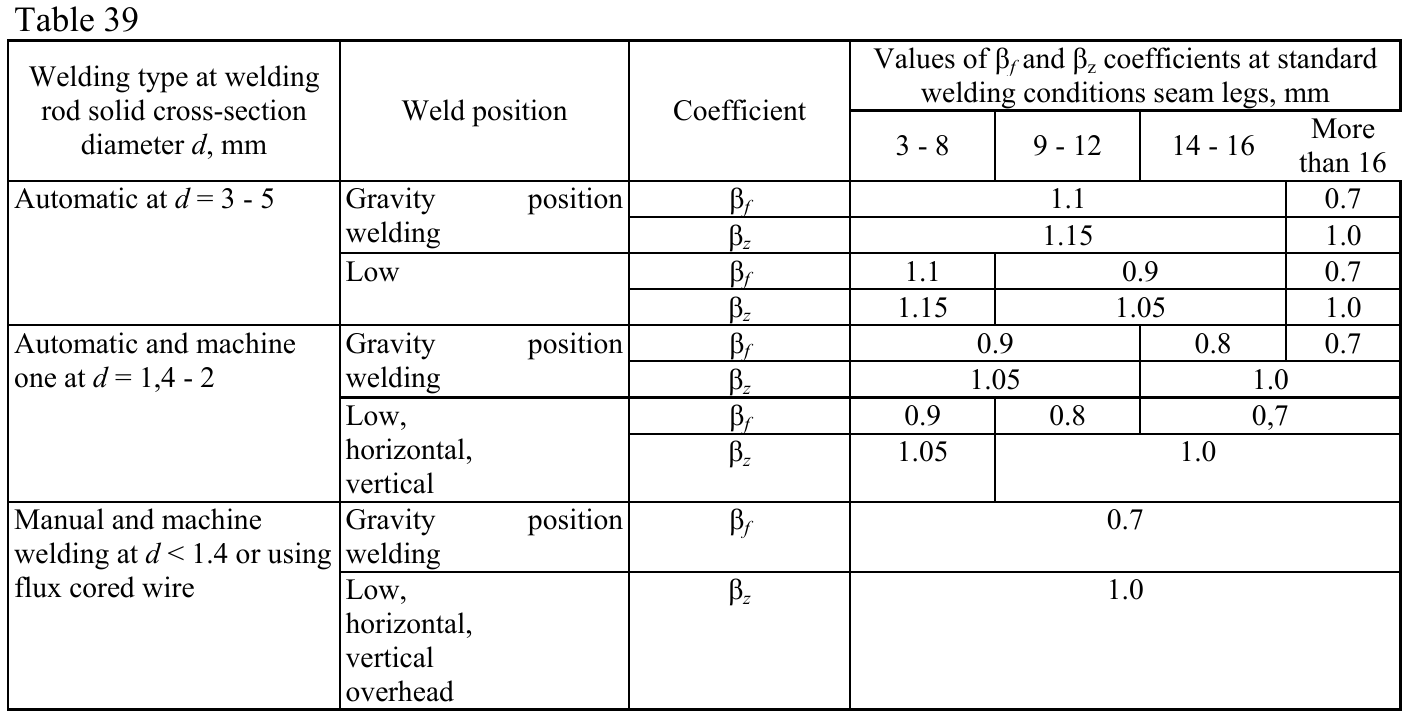
- βf – coefficient pour le métal de soudure selon SP 16, Tableau 39 ; le coefficient est déterminé par la configuration du code – type de soudage et position de soudage (paramètres du matériau de soudure)
- βz – coefficient pour le métal de base selon SP 16, Tableau 39 ; le coefficient est déterminé par la configuration du code – type de soudage et position de soudage (paramètres du matériau de soudure)
- kf – gorge de la soudure d'angle, le rapport de gorge est supposé 1:1
- \( l_{we} = \frac{l_w}{l} \cdot l_e \) – longueur de calcul de l'élément de soudure
- lw = l – 10 mm – longueur de calcul de la soudure
- l – longueur réelle de la soudure
- le – longueur réelle de l'élément de soudure
- \( R_{wf} = 0.55 \frac{R_{wun}}{\gamma_{wm}} \) – résistance ultime du métal de soudure – SP 16, Tableau 4
- Rwz = 0.45 Run – résistance ultime du métal de base – SP 16, Tableau 4
- γc – facteur de service – SP 16, Tableau 1, modifiable dans la configuration du code
- Rwun – résistance caractéristique normalisée du métal de soudure d'angle selon SP 16, Tableau D2
- γwm – coefficient partiel de sécurité pour le métal de soudure, γwm = 1,25 pour Rwun ≤ 490 MPa et γwm = 1,35 sinon – SP 16, Tableau 4
- Run – résistance caractéristique de l'acier assemblé
| Matériau de soudure | Rwun [MPa] | Rwf [MPa] |
| E42 | 410 | 180 |
| E46 | 450 | 200 |
| E50 | 490 | 215 |
| E60 | 590 | 240 |
| E70 | 685 | 280 |
| E85 | 835 | 340 |
Le type de position de soudage par gravité peut être défini lors de la sélection de l'électrode de soudage et du type de soudage dans la configuration du code.
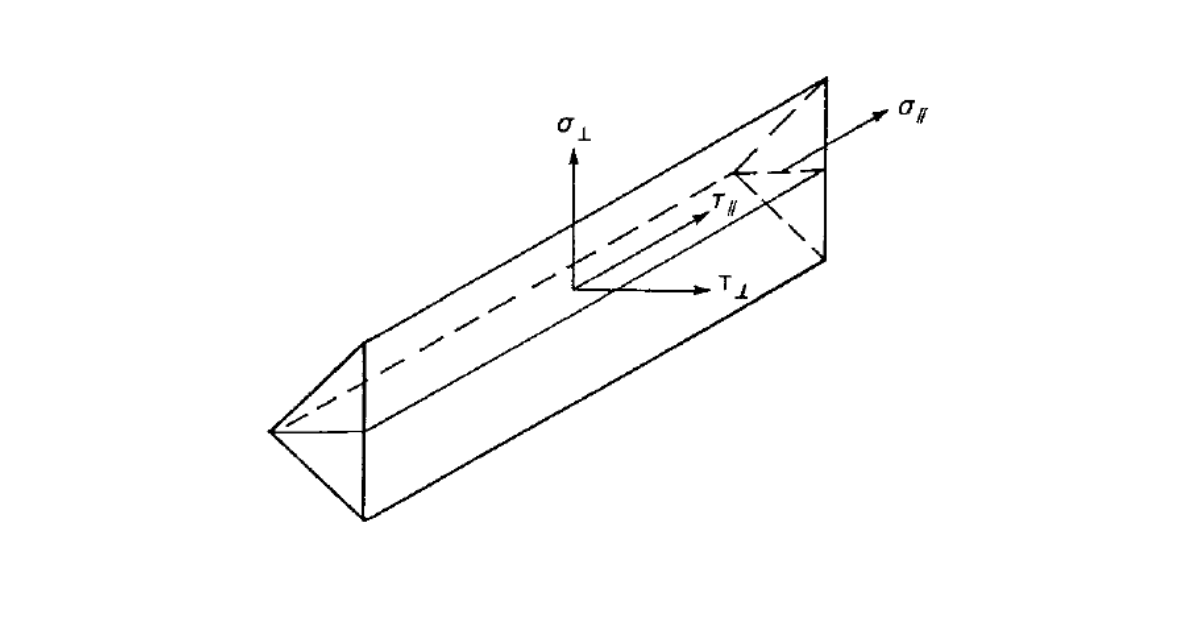
Les diagrammes de soudure affichent la contrainte selon la formule suivante :
\[ \sigma = \sqrt{ \sigma_{\perp}^2 + \tau_{\perp}^2 + \tau_{\parallel}^2 } \]
