Çift-T Moment Önceden Nitelendirilmiş Birleşim - AISC
Bu doğrulama örneği, Ohio State University ve IDEA StatiCa arasındaki ortak bir proje kapsamında hazırlanmıştır. Yazarlar aşağıda listelenmiştir:
- Baris Kasapoglu, Doktora öğrencisi
- Ali Nassiri, Ph.D.
- Halil Sezen, Ph.D.

5.1. Giriş
Bu araştırmada incelenen son çelik birleşim türü çift-T moment birleşimidir (bkz. Şekil 5.1). Çift-T, AISC 358'de belirtilen gereksinimlerin karşılanması durumunda IMF ve SMF sisteminin bir parçası olarak sismik bölgelerde kullanılmak üzere önceden nitelendirilmiş bir birleşimdir. Bu çalışmanın kapsamında, literatürden bir çift-T birleşimi ve varyasyonları için yürütülen deneysel bir çalışma seçilmiş ve eğilme kapasiteleri hem AISC tasarım prosedürü hem de IDEA StatiCa kullanılarak incelenmiştir. Ayrıca temel model ABAQUS yazılımı kullanılarak analiz edilmiş ve sonuçlar karşılaştırılmıştır.
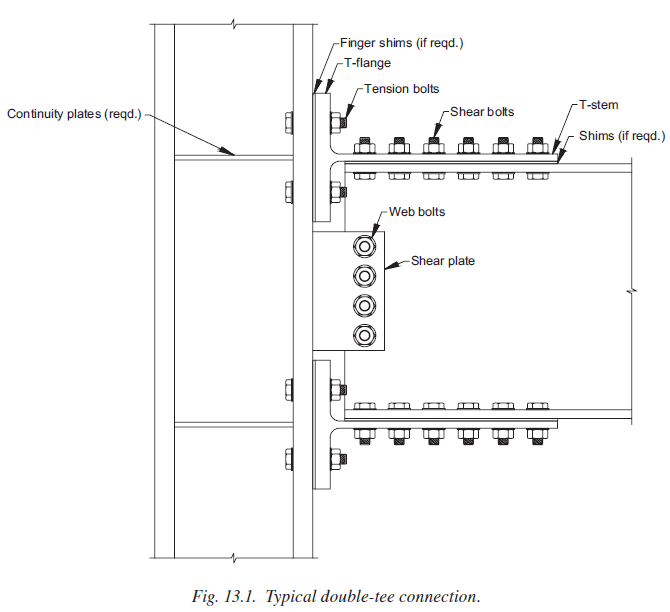
Şekil 5.1: Tipik çift-T moment birleşimi (AISC 358)
Aşağıdaki bölümlerde deneysel test tanımlanmakta, bu numuneler için gerçekleştirilen AISC tasarım kontrolleri özetlenmekte ve IDEA StatiCa ile ABAQUS'tan elde edilen sayısal analiz sonuçları tartışılmaktadır. Sonunda, üç kaynaktan (yani testler, AISC tasarım prosedürleri ve sayısal analizler) elde edilen sonuçlar karşılaştırılmaktadır.
5.2 Deneysel Çalışma
SAC Görev 7.03 projesi kapsamında Leon (1999) tarafından Georgia Institute of Technology'de altı tam ölçekli çift-T birleşimi ve 48 adet bireysel T-profil test edilmiştir. Bu çalışmanın temel amacı, cıvatalı birleşimlerin çevrimsel yükler altındaki davranışını daha iyi anlamak ve küçük ölçekli bileşen testlerinin sonuçlarının tam ölçekli birleşimlere ekstrapolasyon yapılıp yapılamayacağını doğrulamaktır. Bu çalışmanın kapsamında yalnızca altı tam ölçekli testin ayrıntıları ve sonuçları özetlenmiştir. Deneylerin daha fazla ayrıntısı için okuyucular, Leon (1999) tarafından hazırlanan test raporuna ek olarak Swanson (1999) ve Smallidge (1999)'e yönlendirilmektedir.
Tüm numuneler W14×145 kolon içermekte olup kiriş W21×44 ile W24×55 arasında değişmektedir. Tüm bağlantı elemanları, 7/8 inç veya 1 inç çapında yüksek mukavemetli A490 gerilme kontrollü cıvatalardır. T-profiller üç farklı geniş başlıklı çelik kesitinden (W16×45, W16×100 ve W21×93) kesilmiştir. Cıvata sayısına bağlı olarak 9 inç veya 12 inç uzunluğunda, 3/8 inç kalınlığında bir kayma plakası tüm numuneler için kullanılmıştır. Altı numune arasından biri temel model olarak seçilmiş (Test ID: FS-06), geri kalanlar ise varyasyon modelleri olarak incelenmiştir (bkz. Tablo 5.1).
Tablo 5.1: Çift-T numunelerinin özellikleri (Leon, 1999)
| Numune no (Test ID) | Kiriş | Kolon | T-profil | Cıvatalar |
| Temel model (FS-06) | W24×55 | W14×145 | W16×100 | 1 inç A490 |
| Varyasyon 1 (FS-03) | W21×44 | W14×145 | W16×45 | 7/8 inç A490 |
| Varyasyon 2 (FS-04) | W21×44 | W14×145 | W16×45 | 1 inç A490 |
| Varyasyon 3 (FS-05) | W24×55 | W14×145 | W16×100 | 7/8 inç A490 |
| Varyasyon 4 (FS-07) | W24×55 | W14×145 | W21×93 | 7/8 inç A490 |
| Varyasyon 5 (FS-08) | W24×55 | W14×145 | W21×93 | 1 inç A490 |
Test düzeneği, 152 inç uzunluğunda bir kolondan (mafsallı üst uçtan mafsallı alt uca kadar) ve kolonun alt mesnetinden 82 inç yukarıda kolon başlığına bağlanan bir kirişten oluşmaktadır. Kirişin kolon yüzünden aktüatöre kadar olan uzunluğu 176 inçtir ve birleşimden 5 ft uzaklıkta yanal bir destek sağlanmıştır. Test düzeneği Şekil 5.2'de gösterilmektedir.
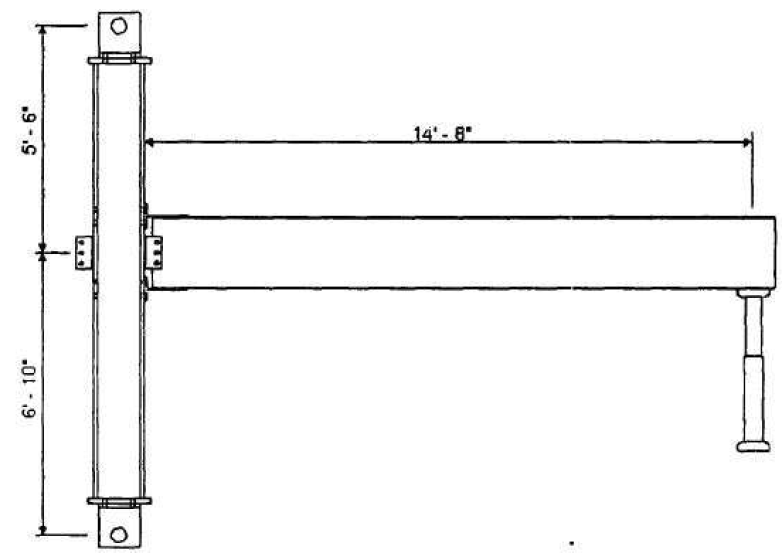
Şekil 5.2: Test düzeneği (Leon, 1999)
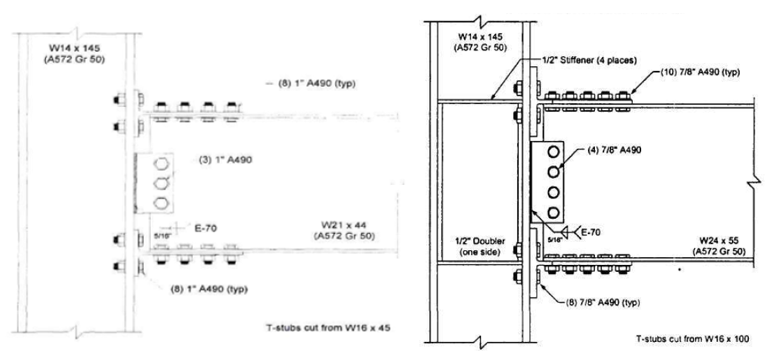
Temel model, bir W14×145 kolon, bir W24×55 kiriş ve W16×100'den kesilen iki T-profilden oluşmaktadır. T-profil başlıklarında sekiz adet 1 inç çapında A490 kesme ve sekiz adet 1 inç çapında A490 çekme cıvatası kullanılmıştır. Kayma plakasını kiriş gövdesine bağlamak için dört adet 1 inç çapında A490 cıvata kullanılırken kayma plakası kolon başlığına 5/16 inç çift köşe kaynağı ile kaynatılmıştır. Ayrıca Şekil 5.3'te gösterildiği gibi dört adet ½ inç kalınlığında süreklilik plakası ve ½ inç kalınlığında tek taraflı dolgu plakası kullanılmıştır.
Varyasyon 1, bir W14×145 kolon, bir W21×44 kiriş ve W16×45'ten kesilen iki T-profilden oluşmakta olup kiriş başlıkları ve kolon başlıkları sekiz adet 7/8 inç çapında A490 kesme ve sekiz adet 7/8 inç çapında A490 çekme cıvatası ile bağlanmaktadır. Kayma plakası ile kiriş gövdesi arasında üç adet 7/8 inç çapında A490 cıvata kullanılmış, kolon yüzü ile kayma plakası arasında ise Şekil 5.3'te gösterildiği gibi 5/16 inç çift köşe kaynağı uygulanmıştır.
Varyasyon 2, varyasyon 1'den farklı olarak 1 inç çapında A490 cıvata içermektedir. Diğer tüm ayrıntılar varyasyon 1 ile aynıdır. Varyasyon 2'nin konfigürasyonu Şekil 5.4'te gösterilmektedir. Varyasyon 3, bir W14×145 kolon, bir W24×55 kiriş ve W16×100'den kesilen T-profillerden oluşmaktadır. Her iki T-profilinde de on adet 7/8 inç çapında A490 kesme cıvatası ve sekiz adet 7/8 inç çapında A490 çekme cıvatası kullanılmıştır. Kayma plakası ile kiriş gövdesini bağlamak için dört adet 7/8 inç çapında A490 cıvata kullanılırken kolon başlığı ile kayma plakası arasında 5/16 inç çift köşe kaynağı uygulanmıştır. Kolon panel bölgesini güçlendirmek için dört adet ½ inç kalınlığında süreklilik plakası ve ½ inç kalınlığında tek taraflı dolgu plakası kullanılmıştır. Temel model ile varyasyon 3 arasındaki farklar, T-profil başlıklarını ve kiriş başlıklarını bağlamak için kullanılan cıvataların çapı ve kesme cıvatalarının sayısıdır (bkz. Şekil 5.4).
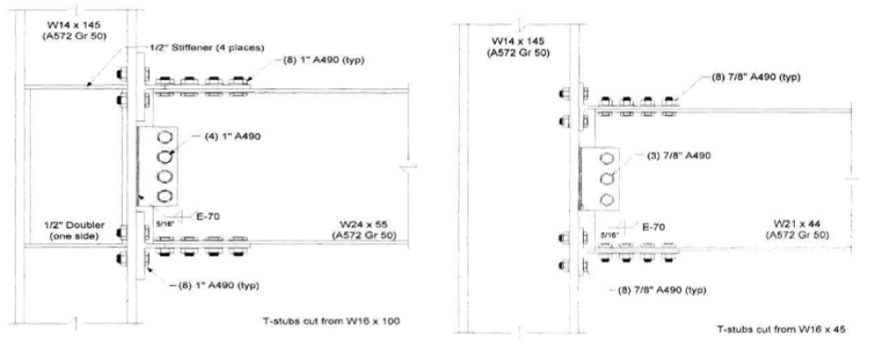
Şekil 5.3: Sol) Temel modelin konfigürasyonu; Sağ) varyasyon 1'in konfigürasyonu (Leon, 1999)
Şekil 5.4: Sol) Varyasyon 2'nin konfigürasyonu; Sağ) varyasyon 3'ün konfigürasyonu (Leon, 1999)
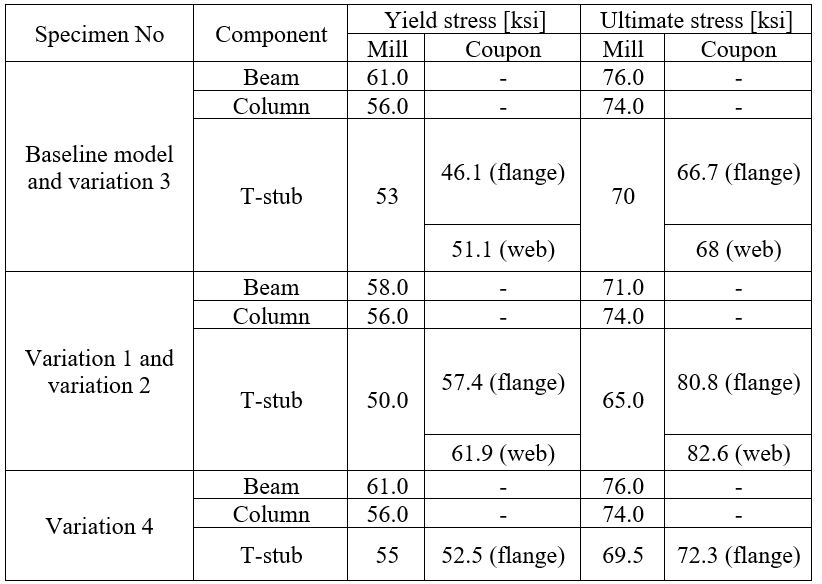
Varyasyon 4, bir W24×55 kiriş, W21×93'ten kesilen T-profiller ve dört cıvatalı kayma plakasından oluşmaktadır. T-profil başlıklarını kiriş başlıklarına bağlamak için on kesme cıvatası ve her T-profilinde kolon yüzüne bağlanmak üzere sekiz çekme cıvatası kullanılmıştır. Kolon panel bölgesi dört adet ½ inç kalınlığında süreklilik plakası ve ½ inç kalınlığında tek taraflı dolgu plakası ile güçlendirilmiştir. Tüm bağlantı elemanları için 7/8 inç çapında A490 cıvata kullanılmıştır. Varyasyon 5, varyasyon 4'ten farklı olarak 1 inç çapında daha büyük cıvatalar içermektedir. Bunun dışında, Şekil 5.5'te gösterildiği gibi tüm geometrik özellikler aynıdır. Kiriş, kolon ve T-profiller için ortalama kupon testi ve fabrika sertifikası malzeme özellikleri Tablo 5.2'de sunulmaktadır.
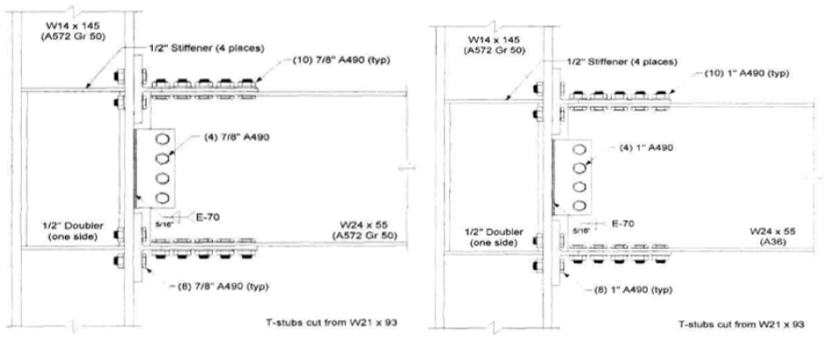
Şekil 5.5: Sol) Varyasyon 4'ün konfigürasyonu; Sağ) varyasyon 5'in konfigürasyonu (Leon, 1999)
Tablo 5.2: Test edilen çift-T numunelerinin ölçülen malzeme özellikleri (Leon, 1999)
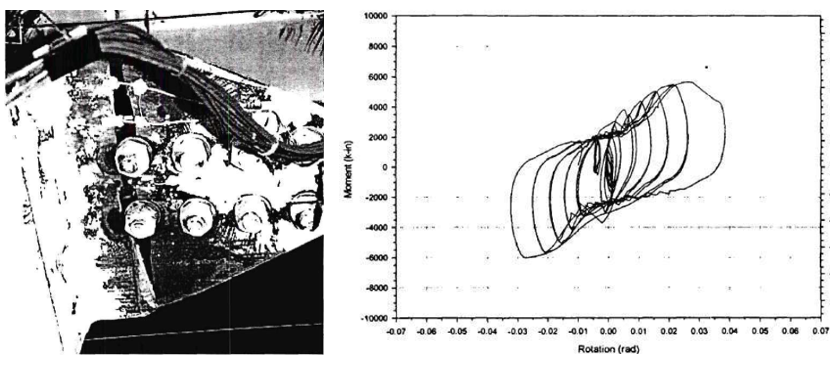
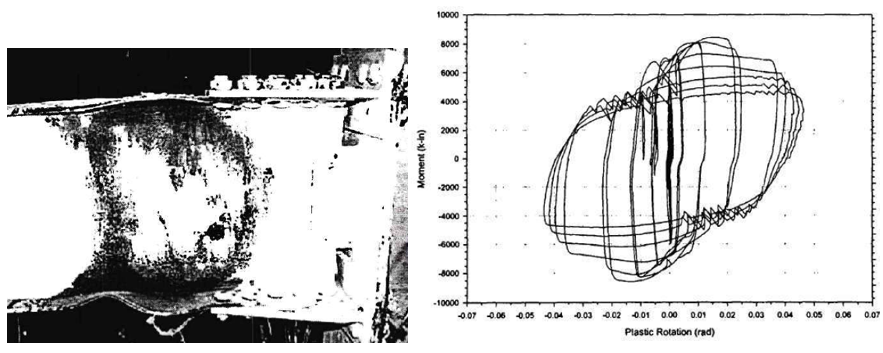
Temel modelin testinden, kirişin yerel burkulması göçme modu olarak tespit edilmiştir. Birleşimdeki zirve moment yaklaşık 9.003 kips-inç'e ulaştığında kiriş gövdesi ve başlıklarında kapsamlı yerel burkulma gözlemlenmiş ve deney sonlandırılmıştır. Bu noktada T-profildeki karşılık gelen kuvvet 381,1 kips'tir. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.6'da sunulmaktadır.
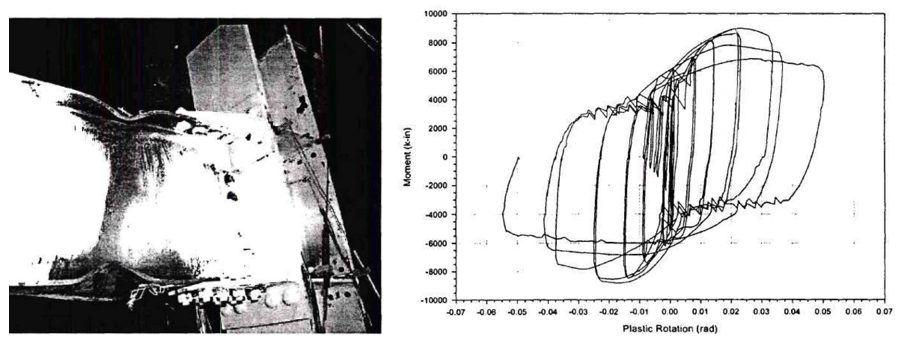
Şekil 5.6: Sol) Test sonrası temel model; Sağ) moment-toplam plastik dönme ilişkisi (Leon, 1999)
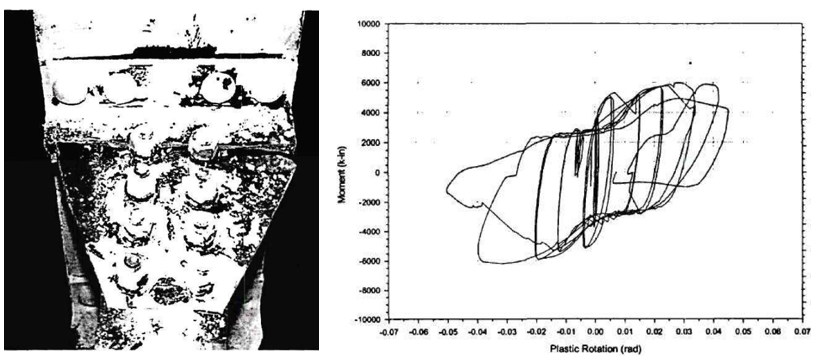
Varyasyon 1'de maksimum aktüatör yükü ve birleşimdeki maksimum moment sırasıyla 32,8 kips ve 6.011 kips-inç olarak raporlanmıştır. T-profildeki kuvvet ve birleşimdeki moment sırasıyla yaklaşık 185 kips ve 3.800 kips-inç olduğunda T-profilinin ilk akması gözlemlenmiştir. Birleşimdeki moment yaklaşık 5.000 kips-inç olduğunda kirişin ilk akması raporlanmıştır. İleri çevrimler sırasında numune, birinci sıra kesme cıvataları boyunca T-profil kırılması nedeniyle göçmüştür. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.7'de sunulmaktadır.
Varyasyon 2'de T-profil ve kiriş başlığındaki ilk akma, T-profilindeki kuvvet ve birleşimdeki moment sırasıyla yaklaşık 245 kips ve 5.000 kips-inç olduğunda fark edilmiştir. İleri yükler sırasında başlık burkulması gözlemlenmiş ve numune net kesit kırılması nedeniyle göçmüştür. Birleşimdeki raporlanan maksimum moment yaklaşık 6.183 kips-inç'tir. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.8'de sunulmaktadır.
Şekil 5.7: Sol) Test sonrası varyasyon 1; Sağ) moment-toplam plastik dönme ilişkisi (Lee ve diğ., 1999)
Şekil 5.8: Sol) Test sonrası varyasyon 2; Sağ) moment-toplam plastik dönme ilişkisi (Leon, 1999)
Varyasyon 3'ün testine ilişkin olarak, göçme modu kiriş yerel burkulması olarak raporlanmıştır. Kiriş başlıklarında kapsamlı yerel burkulma gözlemlendikten sonra test durdurulmuştur. Birleşimdeki maksimum moment yaklaşık 9.739 kips-inç'tir. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.9'da sunulmaktadır.
Varyasyon 4'ün testinden, numunenin başlıkta yerel burkulma yaşadığı gözlemlenmiştir. Uç deplasman yaklaşık 12,8 inç olduğunda, kolon başlığından en uzak cıvata hattı boyunca kiriş başlığında kırılma meydana gelmiştir. Birleşimdeki zirve moment, 405,5 kips'lik karşılık gelen T-profil kuvvetiyle birlikte yaklaşık 9.580 kips-inç'tir. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.10'da sunulmaktadır.
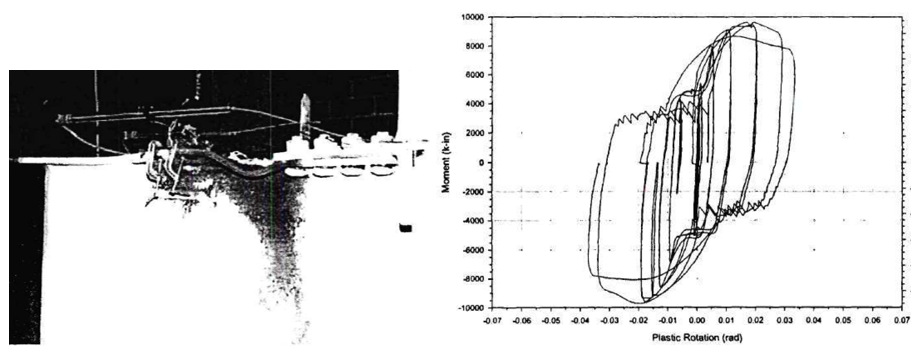
Şekil 5.9: Sol) Test sonrası varyasyon 3; Sağ) moment-toplam plastik dönme ilişkisi (Leon, 1999)
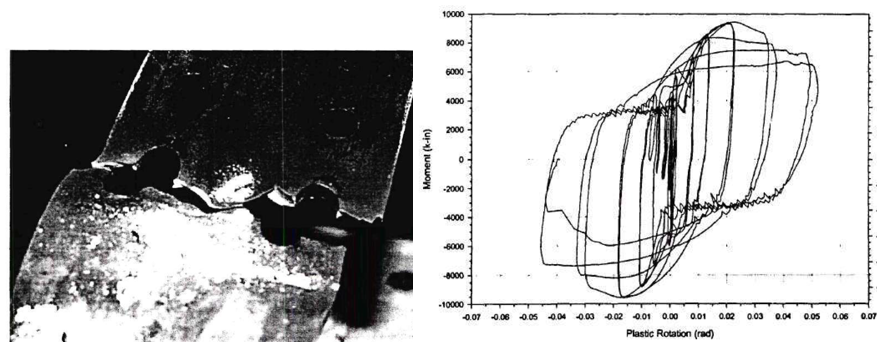
Şekil 5.10: Sol) Test sonrası varyasyon 4; Sağ) moment-toplam plastik dönme ilişkisi (Leon, 1999)
Varyasyon 5'in testinden elde edilen gözlemler, temel model ve varyasyon 3'tekilerle benzerlik göstermiştir. Numune, test sırasında kapsamlı kiriş yerel burkulması yaşamıştır. Birleşimdeki maksimum moment yaklaşık 8.586 kips-inç olduğunda test sonlandırılmıştır. Bu noktada T-profildeki karşılık gelen kuvvet 363,4 kips'tir. Test sonrası fotoğraf ve ölçülen moment plastik dönme ilişkisi Şekil 5.11'de sunulmaktadır.
Şekil 5.11: Sol) Test sonrası varyasyon 5; Sağ) moment-toplam plastik dönme ilişkisi (Leon, 1999)
5.3 Yönetmelik Tasarım Hesaplamaları
Çift-T moment birleşimleri için ön nitelendirme sınırları ve tasarım prosedürü, AISC 358 (2016)'nın 13. Bölümünde özetlenmektedir. Test edilen numuneler için aşağıdaki tasarım kontrolleri belirlenmiş ve gerçekleştirilmiştir:
- T-gövde dayanımı (AISC 358, Eq. 13.6-45)
- Kesme cıvatası çapı (AISC 358, Eq. 13.6-4)
- Çekme cıvatası çapı (AISC 358, Eq. 13.6-16)
- Çekme cıvatası çapı (AISC 358, Eq. 13.6-16)
- Birleşimin dönme rijitliği (AISC 358, Eq. 13.6-28)
- T-profil dayanımı (AISC 358, Eq. 13.6-46)
- Kiriş başlığının yükleme/yırtılma dayanımı (AISC 360, Eq. J3-6)
- T-gövdenin yükleme/yırtılma dayanımı (AISC 360, Eq. J3-6)
- Kiriş başlığının blok kesme dayanımı (AISC 360-16, Eq. J4-5)
- T-gövdenin blok kesme dayanımı (AISC 360-16, Eq. J4-5)
- Kolonun eğilme akma dayanımı (AISC 358, Eq. 13.6-61)
- Süreklilik plakası gereksinimleri (AISC 341, Sec. E3.6f.1(a))
- Kolon-kiriş ilişkileri (AISC 341, Eq. E3-1)
- Panel bölgesi dayanımı (AISC 360, Eq. J10-11)
- Kiriş eğilme dayanımı (AISC 360, Eq. F1-1)
- Kayma plakasının cıvata dayanımı kontrolü (AISC 360, Eq. J3-6a)
- Kayma plakasının kaynak dayanımı kontrolü (AISC 360, Eq. J4-2)
- Kayma plakasının kesme akması, kopması, blok kesme dayanımı kontrolü (AISC 360, Eq. J3-J4)
Kayma plakası, dolgu plakası ve süreklilik plakasının T-profil ile aynı ölçülen malzeme özelliklerine sahip olduğu varsayılmıştır. A490 cıvatalar için AISC Tablo J3'te verilen nominal çekme dayanımı (fnt = 90 ksi) ve kesme dayanımı (fnv = 68 ksi) değerleri kullanılmıştır. Her numune için fabrika sertifikası malzeme test raporları kullanılarak beş model geliştirilmiştir. Varyasyon 1 ve varyasyon 2 için T-profilinde ölçülen kupon malzeme test özellikleri kullanılarak iki ek model geliştirilmiştir. Seçilen numuneler için tasarım kontrolleri gerçekleştirilmiş ve özet Tablo 5.3'te sunulmaktadır.
Tablo 5.3: Çift-T moment birleşimleri için tasarım kontrolleri
| AISC Tasarım Kontrolleri | Temel Model | Var-1 | Var-1 | Var-2 | Var-2 | Var-3 | Var-4 | Var-5 |
| Fabrika | Fabrika | Kupon | Fabrika | Kupon | Fabrika | Fabrika | Fabrika | |
| T-gövde dayanımı | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun | Uygun | Uygun |
| Kesme cıvatası çapı | Uygun | Uygun Değil | Uygun | Uygun Değil | Uygun | Uygun | Uygun | Uygun |
| Çekme cıvatası çapı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Minimum T-başlık kalınlığı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Birleşimin dönme rijitliği | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| T-profil dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Kiriş başlığının yükleme/yırtılma dayanımı | Uygun | Uygun Değil | Uygun Değil | Uygun | Uygun | Uygun | Uygun | Uygun |
| T-gövdenin yükleme/yırtılma dayanımı | Uygun | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun | Uygun | Uygun |
| Kiriş başlığının blok kesme dayanımı | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun | Uygun |
| T-gövdenin blok kesme dayanımı | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun | Uygun | Uygun |
| Kolonun eğilme akma dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Süreklilik plakası gereksinimleri | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil | Uygun Değil |
| Kolon-kiriş ilişkileri | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Panel bölgesi dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Kiriş eğilme dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Kayma plakasının cıvata dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Kayma plakasının kaynak dayanımı | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun | Uygun |
| Kayma plakasının kesme akması, kesme kopması, blok kesme dayanımı | Uygun Değil | Uygun | Uygun | Uygun | Uygun | Uygun Değil | Uygun Değil | Uygun Değil |
Aşağıdakilerin belirleyici sınır durumu bilinirse çift-T moment birleşiminin göçme modu tahmin edilebilir:
- Gövde brüt kesit akma dayanımı
- Gövde net kesit kırılma dayanımı
- Gövde eğilme burkulma dayanımı
- Kesme cıvatası dayanımı
- Kirişin yükleme/yırtılma dayanımı
- T-gövdenin yükleme/yırtılma dayanımı
- Kirişin blok kesme dayanımı
- T-gövdenin blok kesme dayanımı
- Kiriş plastik moment dayanımı
Her sınır durumu için numunelerin kolon yüzündeki moment dayanımları hesaplanmış (bkz. Ekler I ve J) ve sonuçlar Tablo 5.4'te sunulmuştur. Belirleyici moment dayanımı (yani en düşük dayanım) tespit edilmiş ve kalın yazı tipiyle gösterilmiştir.
Tablo 5.4: Numunelerin moment dayanımı
| Moment Dayanımı | Temel Model [kips-inç] | Var-1 [kips-inç] | Var-1 [kips-inç] | Var-2 [kips-inç] | Var-2 [kips-inç] | Var-3 [kips-inç] | Var-4 [kips-inç] | Var-5 [kips-inç] |
| Fabrika | Fabrika | Kupon | Fabrika | Kupon | Fabrika | Fabrika | Fabrika | |
| Gövde brüt kesit akması | 10.412 | 4.570 | 5.246 | 5.041 | 5.787 | 11.623 | 11.956 | 11.956 |
| Gövde net kesit kırılması | 11.400 | 4.996 | 6.211 | 5.432 | 6.753 | 13.369 | 13.157 | 12.793 |
| Gövde eğilme burkulması | 10.412 | 4.570 | 5.246 | 5.041 | 5.787 | 11.623 | 11.956 | 11.956 |
| Kesme cıvatası | 12.758 | 7.928 | 9.856 | 9.061 | 11.264 | 12.189 | 12.187 | 15.944 |
| Kirişin yükleme/yırtılması | 14.619 | 9.524 | 9.524 | 10.590 | 10.590 | 16.906 | 16.903 | 17.482 |
| T-gövdenin yükleme/yırtılması | 16.681 | 7.222 | 8.667 | 7.956 | 9.608 | 19.299 | 19.012 | 20.945 |
| Kirişin blok kesmesi | 9.213 | 6.266 | 6.266 | 6.673 | 6.673 | 10.460 | 10.922 | 10.878 |
| T-gövdenin blok kesmesi | 9.829 | 4.398 | 5.467 | 4.684 | 5.823 | 11.160 | 11.471 | 12.281 |
| Kiriş plastik momenti | 8.749 | 8.071 | 8.108 | 8.108 | 8.162 | 8.802 | 8.802 | 7.880 |
AISC tasarım hesaplamalarına göre, temel model, varyasyon 3, varyasyon 4 ve varyasyon 5 için tahmini göçme modu kiriş plastik momentidir. Varyasyon 1 ve varyasyon 2 için T-profillerde kupon test özellikleri kullanıldığında belirleyici sınır durumu T-gövdenin blok kesmesidir. Tüm elemanlar için fabrika sertifikası malzeme özellikleri kullanıldığında ise göçme modları gövde brüt kesit akmasına dönüşmektedir.
5.4 IDEA StatiCa Analizi
Numunelerin moment dayanım kapasitelerini değerlendirmek amacıyla IDEA StatiCa modelleri geliştirilmiştir. Amaç deneysel testleri simüle etmek olduğundan, test düzeneği koşulları için SAP2000 modeli geliştirilmiş ve kolon eksenindeki kuvvetler hesaplanmıştır. Ölçülen malzeme özellikleri kullanılmış ve dayanım faktörleri 1,0 olarak ayarlanmıştır. IDEA StatiCa'daki gerilme-gerinim analiz türü (yani EPS) kullanılarak moment kapasiteleri hesaplanmış ve numunelerin göçme modları tahmin edilmiştir. Temel model için, IDEA StatiCa yazılımındaki birleşim rijitliği analiz türü (yani ST) kullanılarak moment-dönme ilişkisi hesaplanmıştır. Ayrıca, birleşimin yeterli deformasyon kapasitesine sahip olduğunu doğrulamak amacıyla kapasite tasarımı analizi (yani CD) kullanılmıştır.
5.4.1 Temel Modelin Analizi
Gerilme kontrollü cıvataların kapasite ve birleşimin dönme rijitliği üzerindeki etkisini tahmin etmek amacıyla temel model için iki farklı cıvata türü kullanılarak iki farklı IDEA StatiCa modeli geliştirilmiştir: 1) yükleme ve 2) sürtünme. Fabrika sertifikası malzeme özellikleri (bkz. Tablo 5.2) yazılıma tanıtılmış; aşırı dayanım katsayıları Ry ve Rt ile tüm LRFD dayanım faktörleri 1,0 olarak ayarlanmıştır. SAP2000 kullanılarak test düzeneğindeki kolon ve kiriş uzunluklarıyla bir kiriş-kolon çerçeve modeli geliştirilmiş ve kolon eksenindeki kuvvetler elde edilmiştir. "Dengede yükler seçeneği" kullanılarak temel modelin kapasitesini hesaplamak için gerilme-gerinim analizi (EPS) gerçekleştirilmiştir. Aşağıdakilerden herhangi biri sağlanana kadar yükler kademeli olarak artırılmıştır:
- Plakalarda (kiriş, kolon, kayma plakası, süreklilik plakası) %5 plastik gerinim
- Cıvatalarda %100 dayanım kapasitesi
- Kaynaklarda %100 dayanım kapasitesi
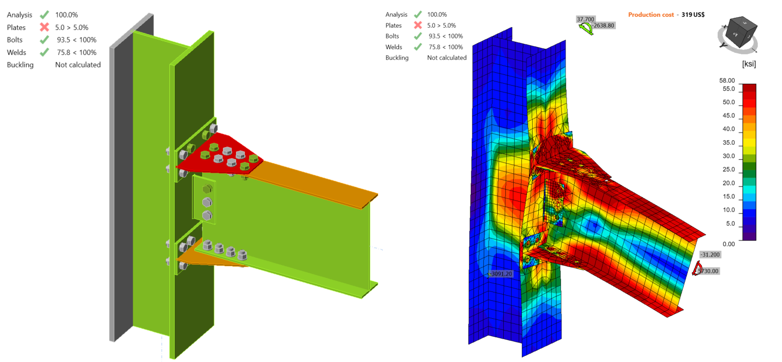
Sürtünme tipi cıvatalarla oluşturulan modelin IDEA StatiCa analizinden, uygulanan kesme kuvveti ve momentin sırasıyla 26,70 kips ve 4.900 kips-inç'e ulaştığında cıvata dayanım kapasitesinin sağlandığı gözlemlenmiştir (Şekil 5.12). İkinci model, T-profiller ve kayma plakası için "kesme kuvveti aktarımı" seçeneği "sürtünme"den "yükleme - çekme/kesme etkileşimi"ne değiştirilerek geliştirilmiştir. Ayrıca "servis yükünde cıvata deliğindeki deformasyon bir tasarım kriteri olarak değerlendirilir" seçeneği (kod ayarları altında) devre dışı bırakılmıştır. Birleşime artımlı yükleme uygulandığında (tüm yükler dengede orantılı olarak), kesme kuvveti ve karşılık gelen moment değerleri sırasıyla 46,00 kips ve 8.430'a ulaştığında kiriş başlığında %5 plastik sınır gerinimi sağlandığı gözlemlenmiştir (Şekil 5.13). Analiz türü rijitlik analizine (örn. "ST") geçirilmiş ve Şekil 5.14'te gösterildiği gibi her model için moment-dönme ilişkisi hesaplanmıştır.
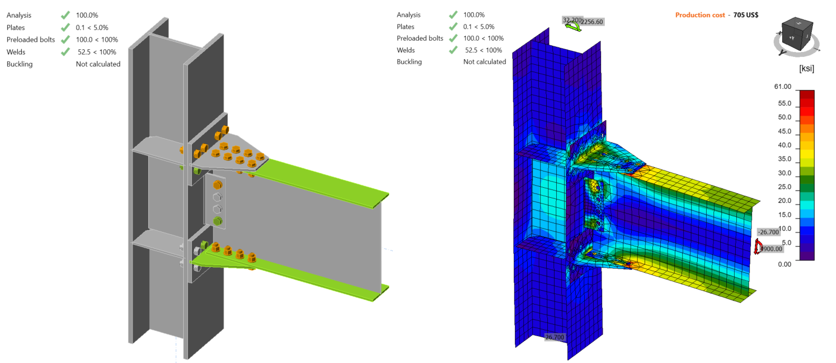
Şekil 5.12: 4.900 kips-inç moment altında temel model için IDEA StatiCa modeli (sürtünme cıvatalı)
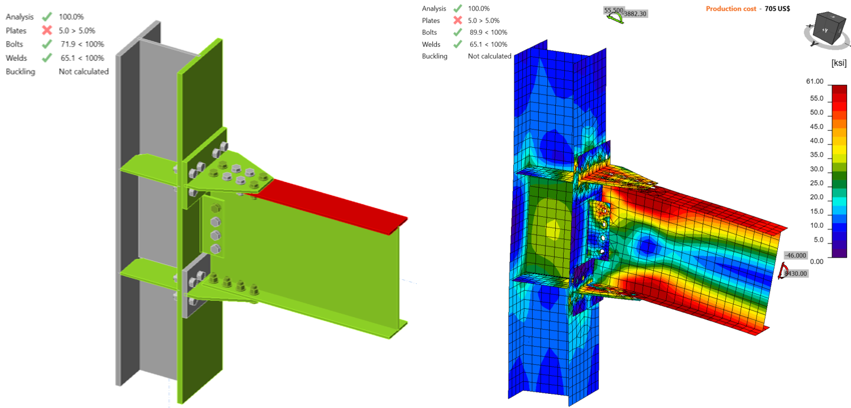
Şekil 5.13: 8.430 kips-inç moment altında temel model için IDEA StatiCa modeli (yükleme cıvatalı)
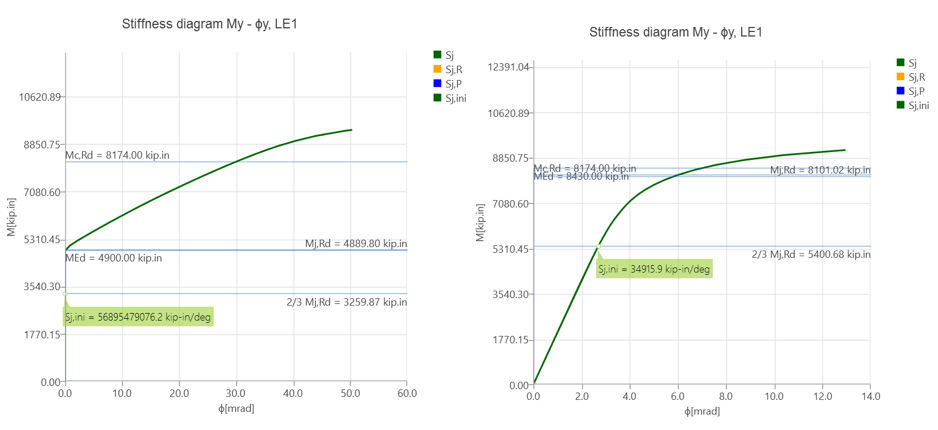
Şekil 5.14: Sol) Sürtünme cıvatalı temel model için moment-dönme ilişkisi; Sağ) yükleme cıvatalı temel model için moment-dönme ilişkisi
Kiriş plastik moment dayanımı sağlandığında birleşimin yeterli sünekliğe sahip olup olmadığını kontrol etmek amacıyla analiz türü kapasite tasarımına (örn. "CD") geçirilmiştir. Bu analizin gerçekleştirilebilmesi için kirişin plastik momenti, plastik mafsal konumu ve plastik mafsal konumundaki kesme kuvvetinin hesaplanması gerekmektedir. AISC 341 (2016)'deki Denklem 2.4-1'e göre, plastik mafsal konumunda kirişin olası maksimum momenti \(M_{p}\) şu şekilde hesaplanır:
\(M_{p} = C_{pr}F_{y}R_{y}Z_{x}\) (5.1)
burada \(Z_{x}\) kirişin plastik kesit modülü, \(F_{y}\) kirişin akma gerilmesi, \(R_{y}\) beklenen akma gerilmesinin belirtilen minimum akma gerilmesine oranı ve \(C_{pr}\) AISC 341 (2016)'deki Denklem 2.4-2 ile verilen zirve birleşim dayanımını hesaba katmak için kullanılan bir faktördür:
\(C_{pr} = (F_{y} + F_{u})/(2F_{y}\) (5.2)
\(F_{u}\) kirişin kopma gerilmesidir. Ölçülen malzeme özellikleri kullanıldığında \(R_{y}\)'nin 1,0'a eşit olduğu varsayılmaktadır. Fabrika sertifikası malzeme özellikleri ve AISC El Kitabı (2017)'ndaki Tablo 1.1'de verilen kirişin plastik kesit modülü (134 inç3) kullanılarak \(C_{pr}\) ve \(M_{p}\) aşağıda verilen özellikler kullanılarak sırasıyla 1,12 ve 9.154,88 kips-inç olarak hesaplanmıştır. Kolon eksenlerinin arasındaki mesafenin 30 ft olduğu varsayımıyla plastik mafsal konumunun kolon ekseninden uzaklığı ve plastik mafsal konumundaki kesme kuvveti sırasıyla 19,9 inç ve 103 kips olarak hesaplanmıştır (bkz. Ek I). Hesaplanan yükler, Şekil 5.15'te gösterildiği gibi hesaplanan plastik moment ve kesme kuvveti değerlerine eşit olacak şekilde elemanların yüzdesi olarak ayarlanarak 19,9 inç'e eşit kiriş konumuna uygulanmıştır. Birleşim yetersizdir; T-gövdeler çok zayıftır (üst T-gövdede %22,1 plastik gerinim sağlanmıştır).
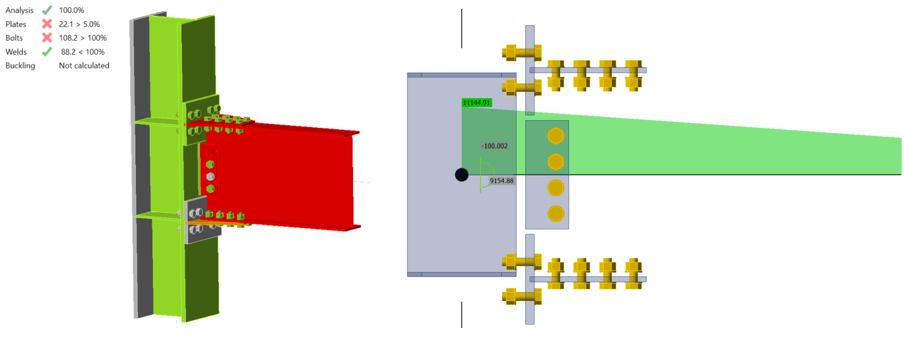
Şekil 5.15: Temel modelin kapasite tasarımı analizi
5.4.2 Varyasyon 1'in Analizi
Varyasyon 1 için T-profilin farklı ölçülen malzeme özelliklerine göre iki IDEA StatiCa modeli geliştirilmiştir. Birinci modelde tüm elemanlar için fabrika sertifikası malzeme özellikleri kullanılırken ikinci model T-profil başlığının kupon test malzeme özellikleri kullanılarak oluşturulmuştur. Önceki bölümde açıklanan aynı prosedür izlenerek artımlı yükleme uygulanmıştır. Birinci model, kesme kuvveti ve karşılık gelen moment değerleri sırasıyla 26,70 kips ve 4.900 kips-inç olduğunda T-profillerinde %5 plastik gerinim ile kapasitesine ulaşmıştır (Şekil 5.16). T-profillerinin malzeme özellikleri kupon test özellikleri kullanılarak güncellenmiş ve aynı artımlı yükleme prosedürü uygulanmıştır. Kesme kuvveti ve karşılık gelen moment değerleri sırasıyla 30,00 kips ve 5.500 kips-inç'e ulaştığında aynı göçme modu gözlemlenmiştir (Şekil 5.17).
Şekil 5.16: 4.900 kips-inç moment altında varyasyon 1 (Fabrika) için IDEA StatiCa modeli
Şekil 5.17: 5.500 kips-inç moment altında varyasyon 1 (Kupon) için IDEA StatiCa modeli
5.4.3 Varyasyon 2'nin Analizi
Aynı prosedür izlenerek varyasyon 2 için iki IDEA StatiCa modeli geliştirilmiştir. Fabrika sertifikası özellikleriyle geliştirilen modelden, uygulanan kesme kuvveti ve moment sırasıyla 26,90 kips ve 4.940 kips-inç olduğunda T-profilinin plastik gerinim sınırına (yani %5,0) ulaştığı gözlemlenmiştir (Şekil 5.18). T-profilinin malzeme özellikleri kupon test özelliklerine geçirildikten sonra, karşılık gelen 31,20 kips kesme kuvvetiyle daha yüksek bir eğilme momenti kapasitesi 5.730 kips-inç olarak hesaplanmıştır (Şekil 5.19). Göçme modu aynı kalmıştır.
Şekil 5.18: 4.940 kips-inç moment altında varyasyon 2 (Fabrika) için IDEA StatiCa modeli
Şekil 5.19: 5.730 kips-inç moment altında varyasyon 2 (Kupon) için IDEA StatiCa modeli
5.4.4 Varyasyon 3'ün Analizi
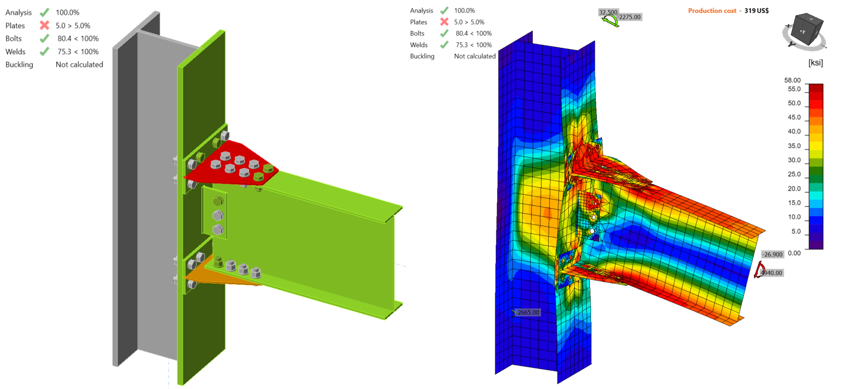
Varyasyon 3 için IDEA StatiCa modeli fabrika sertifikası malzeme özellikleri kullanılarak geliştirilmiştir. Kesme kuvveti ve karşılık gelen moment sırasıyla 45,50 kips ve 8.350 kips-inç'e ulaştığında kiriş başlığında %5 plastik gerinim sağlanmıştır (Şekil 5.20).
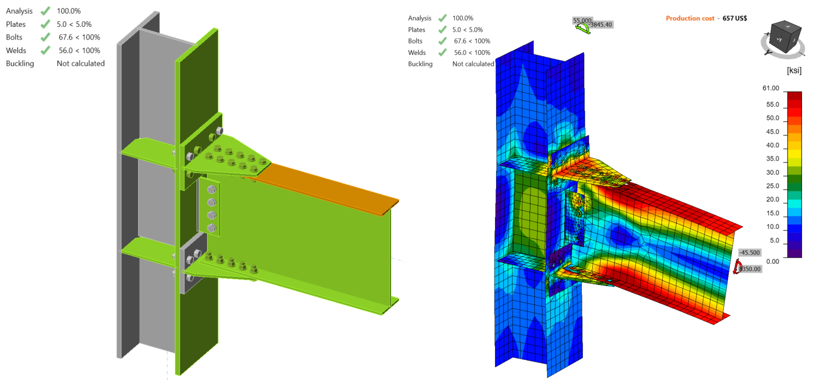
Şekil 5.20: 8.350 kips-inç moment altında varyasyon 3 için IDEA StatiCa modeli
5.4.5 Varyasyon 4'ün Analizi
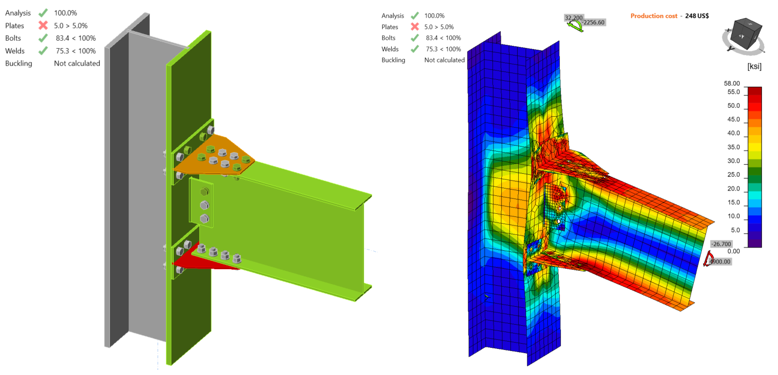
Varyasyon 4 için IDEA StatiCa modeli fabrika sertifikası malzeme özellikleri kullanılarak oluşturulmuştur. Kesme kuvveti ve karşılık gelen moment sırasıyla 45,50 kips ve 8.350 kips-inç olduğunda kiriş başlığında %5 plastik gerinim tespit edilmiştir (Şekil 5.21).
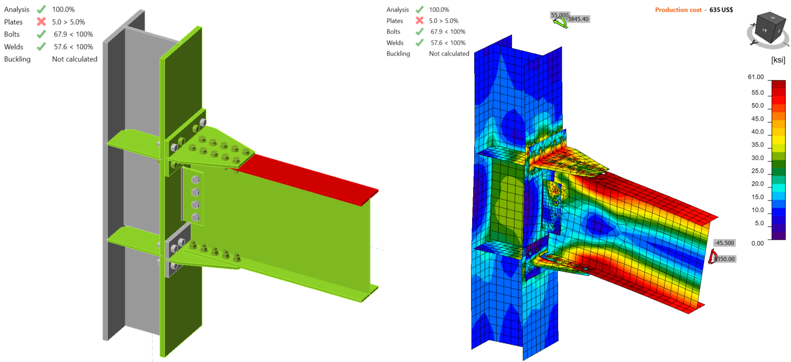
Şekil 5.21: 8.350 kips-inç moment altında varyasyon 4 için IDEA StatiCa modeli
5.4.6 Varyasyon 5'in Analizi
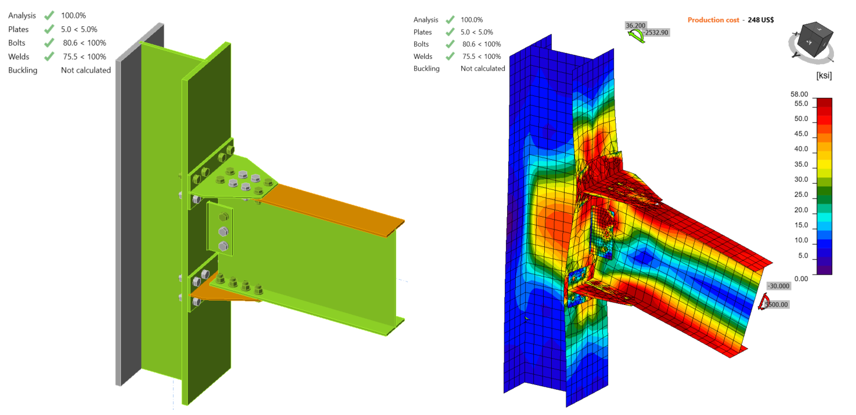
Aynı prosedür izlenerek varyasyon 5 için IDEA StatiCa analizi gerçekleştirilmiştir. Birleşimin tüm elemanları için fabrika sertifikası malzeme özellikleri kullanılmıştır. Kesme kuvveti ve karşılık gelen değer sırasıyla 48,40 kips ve 7.950 kips-inç'e ulaştığında kiriş başlığında %5 plastik gerinim sağlanmıştır (Şekil 5.22).
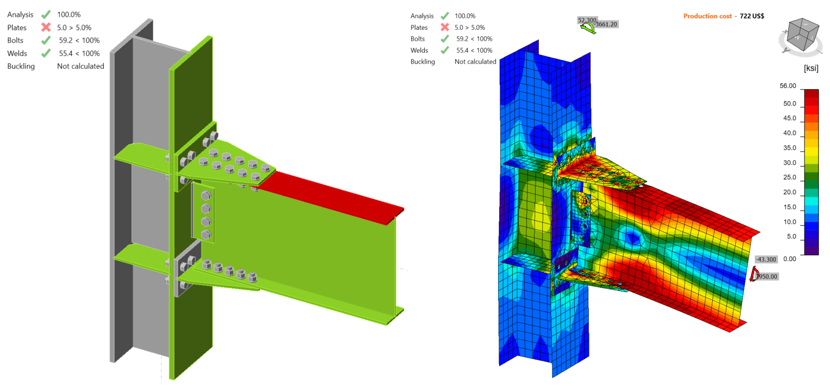
Şekil 5.22: 7.950 kips-inç moment altında varyasyon 5 için IDEA StatiCa modeli
Kolon eksenine göre çift-T moment birleşimlerinin moment kapasiteleri \(M_{y@cc}\), IDEA StatiCa analizi ile elde edilmiştir. Kolon yüzündeki moment kapasiteleri \(M_{y@foc}\), Denklem 5.3 kullanılarak hesaplanmış ve Tablo 5.5'te sunulmuştur.
\(M_{y@foc} = M_{y@cc} - V_{g}\frac{d_{c}}{2}\) (5.3)
burada \(V_{g}\) kesme kuvveti ve \(d_{c}\) kolon yüksekliğidir.
Tablo 5.5: IDEA StatiCa tarafından hesaplanan moment kapasiteleri
| Numune No | \(M_{y@cc}\) [kips-inç] | \(V_{g}\) [kips] | \(M_{y@foc}\) [kips-inç] |
| Temel Model (Yükleme) | 8.430 | 46,0 | 8.090 |
| Temel Model (Sürtünme) | 4.900 | 26,7 | 4.702 |
| Varyasyon 1 (Fabrika) | 4.900 | 26,7 | 4.702 |
| Varyasyon 1 (Kupon) | 5.500 | 30,0 | 5.278 |
| Varyasyon 2 (Fabrika) | 4.940 | 26,9 | 4.741 |
| Varyasyon 2 (Kupon) | 5.730 | 31,2 | 5.499 |
| Varyasyon 3 | 8.350 | 45,5 | 8.013 |
| Varyasyon 4 | 8.350 | 45,5 | 8.013 |
| Varyasyon 5 | 7.950 | 43,3 | 7.630 |
5.5. ABAQUS Analizi
Bu bölümde, Bölüm 5.4.1'de geliştirilen temel model, genel SE analizi için ABAQUS yazılımı (sürüm 2022) kullanılarak yeniden oluşturulmuş ve sonuçlar IDEA StatiCa ile karşılaştırılmıştır. SE analizi için başlangıç CAD modeli, IDEA StatiCa'nın görüntüleyici platformu kullanılarak oluşturulmuştur. Tüm montajı birbirine bağlayan 36 cıvata ve iki kaynak hattı daha sonra ABAQUS'taki CAD arayüzü kullanılarak manuel olarak eklenmiştir. Bölüm 5.4.1'de açıklandığı gibi bu bölümde iki cıvata türü incelenmiştir. Yükleme tipi cıvata için, Şekil 5.23'te gösterildiği gibi kolon eksenindeki tanımlanmış bir referans noktasına (yani RF1) 46 kips'lik düşey yük ve karşılık gelen 8.430 kips-inç'lik moment (Y ekseni etrafında) uygulanmıştır. Sürtünme tipi cıvata için ise aynı referans noktasına (yani RF1) 26,7 kips'lik düşey yük ve karşılık gelen 4.900 kips-inç'lik moment (Y ekseni etrafında) uygulanmıştır. IDEA StatiCa'daki kolonun analitik uzunluğu 190 inçtir. Bu nedenle, ABAQUS'ta aynı kolon uzunluğunu taklit etmek amacıyla iki ek referans noktası (yani RF2 ve RF3), her iki yönde de Z ekseni boyunca kolon merkezinden 95 inç uzağa yerleştirilmiştir (bkz. Şekil 5.23). Bu iki referans noktası tüm yönlerde sabitlenmiş ve ABAQUS'taki bağlayıcı oluşturucu modülü kullanılarak kolonun üst ve alt yüzeylerine bağlanmıştır. IDEA StatiCa'daki sürtünme cıvatasını simüle etmek için ABAQUS modelinde her cıvatanın gövde ekseni boyunca ön gerilme yükü uygulandığını belirtmek gerekir. ABAQUS'ta rutin mesh duyarlılık analizi sonrasında eleman boyutu 0,1-0,3 inç arasında seçilmiş ve modelde toplam 387.893 eleman oluşturulmuştur. Eleman türü olarak 3B gerilme, 8 düğümlü doğrusal tuğla azaltılmış integrasyon (yani C3D8R) seçilmiştir. İki kaynak hattı ile bağlanan parçalar arasında bağ kısıtı uygulanmıştır. Malzeme davranışı ABAQUS'ta iki doğrulu plastisite kullanılarak modellenmiştir. Yoğunluk, elastisite modülü ve Poisson oranı dahil diğer parametreler, fabrika sertifikalarına göre güncellenen IDEA StatiCa malzeme kütüphanesinden alınmıştır (bkz. Tablo 5.2). Sayısal simülasyon 16 işlemci (16vCP ve 64GB RAM) üzerinde gerçekleştirilmiş ve tamamlanması yaklaşık 210 dakika sürmüştür. Şekil 5.24, her iki cıvata türü senaryosu için IDEA StatiCa ile ABAQUS arasında tahmin edilen von Mises gerilmesini karşılaştırmaktadır.
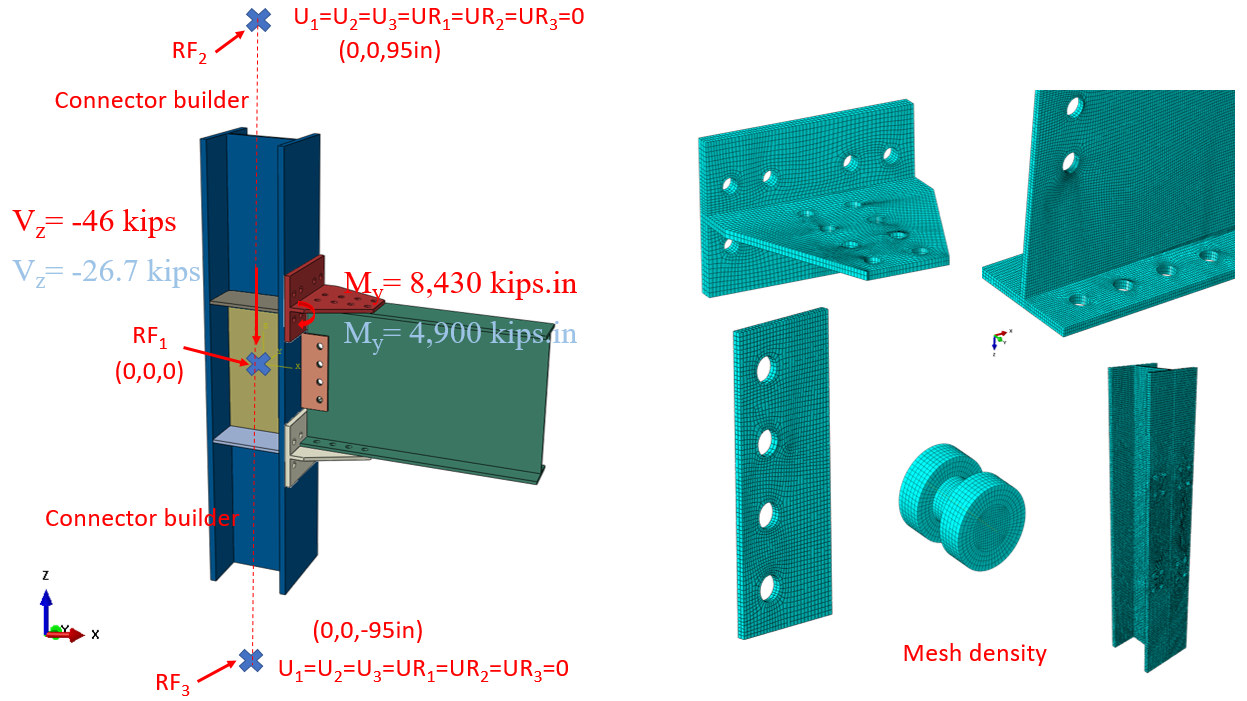
Şekil 5.23: ABAQUS'ta model kurulumu ve mesh yoğunluğu
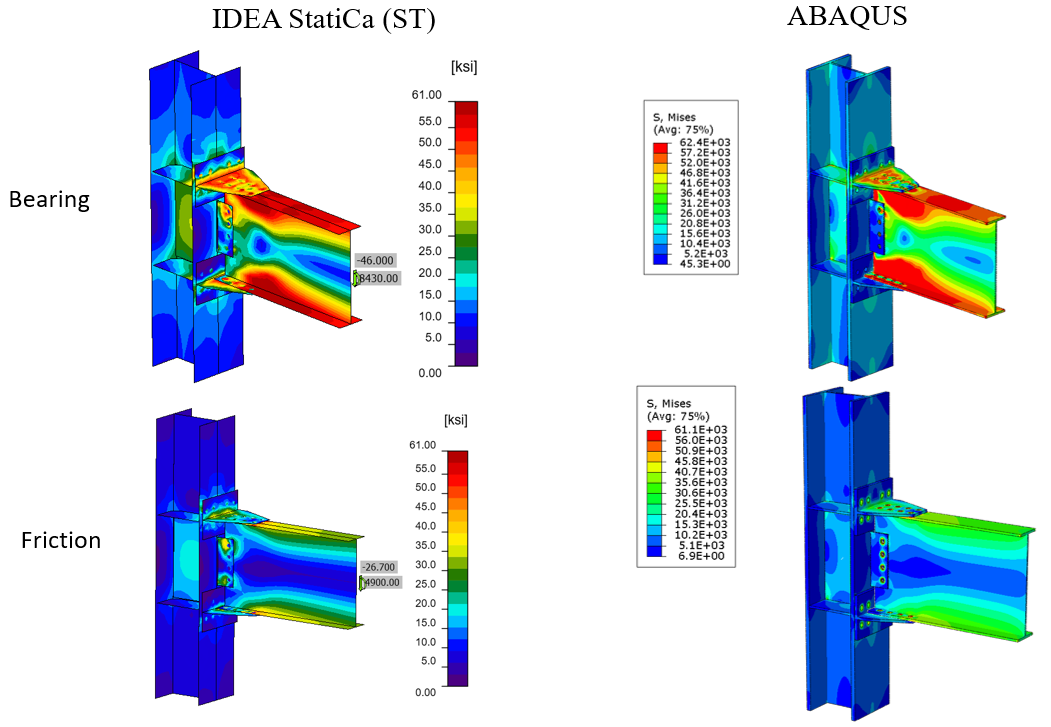
Şekil 5.24: IDEA StatiCa ve ABAQUS modelleri arasında hesaplanan von Mises gerilmesinin karşılaştırması; üst sıra) yükleme cıvatası varsayımı, alt sıra) sürtünme cıvatası varsayımı
Yükleme tipi cıvatalar için IDEA StatiCa'da tahmin edilen maksimum gerilme, kiriş üst başlığında 62,4 ksi iken (IDEA StatiCa göstergesinin tasarım verilerini gösterdiğine dikkat ediniz) ABAQUS modeli aynı konumda benzer gerilme göstermektedir. Sürtünme tipi cıvatalar için IDEA StatiCa'da tahmin edilen maksimum gerilme kiriş üst başlığında 61 ksi iken ABAQUS modeli aynı konumda 61,1 ksi gerilme göstermektedir. Hafif farklı gerilme dağılımı, muhtemelen ABAQUS'ta kolon uzunluğunun dikkate alınma biçimi ve sınır koşullarının uygulanma şekli, SE analizinde daha ince mesh kullanımı ve IDEA StatiCa'daki basitleştirilmiş CAD modelinden kaynaklanmaktadır. Yazarların ayrıca ABAQUS modelinde sürtünme katsayısını 0,3'ten sürtünmesize değiştirerek cıvataların sürtünme davranışının sonuçlar üzerindeki olası etkisini incelediğini, ancak sonuçların bu parametreye duyarlı olmadığını belirtmek gerekir.
Yükleme tipi cıvata için IDEA StatiCa ve ABAQUS'ta hesaplanan maksimum plastik gerinim her iki modelde de %6,3 olmuştur (yani Şekil 5.25'te gösterildiği gibi kiriş üst başlığında). Ayrıca IDEA StatiCa tarafından tahmin edilen plastik deformasyon bölgesi, ABAQUS'ta hesaplanan akma haritasıyla tutarlıdır (yani Şekil 5.25'teki alt sıra).
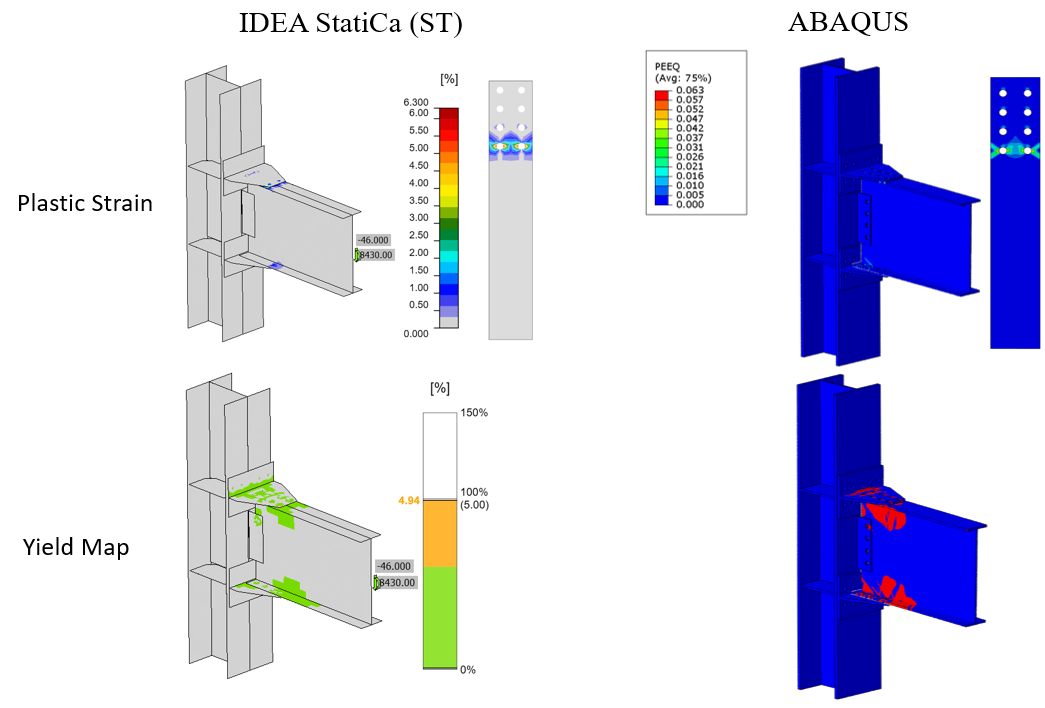
Şekil 5.25: Yükleme tipi cıvatalar: Üst sıra) IDEA StatiCa ve ABAQUS modeli arasında hesaplanan plastik gerinimlerin karşılaştırması; alt sıra) IDEA StatiCa ve ABAQUS modeli arasında akma haritasının karşılaştırması
Sürtünme tipi cıvatalar için IDEA StatiCa ve ABAQUS'ta hesaplanan maksimum plastik gerinim sırasıyla %0,1 ve %0,17 olmuştur (yani Şekil 5.26'da belirtildiği gibi her ikisi de ön cıvata delikleri çevresinde kiriş üst başlığında). Ayrıca IDEA StatiCa tarafından tahmin edilen plastik deformasyon bölgesi, ABAQUS'ta hesaplanan akma haritasıyla tutarlıdır (yani Şekil 5.26'daki alt sıra).
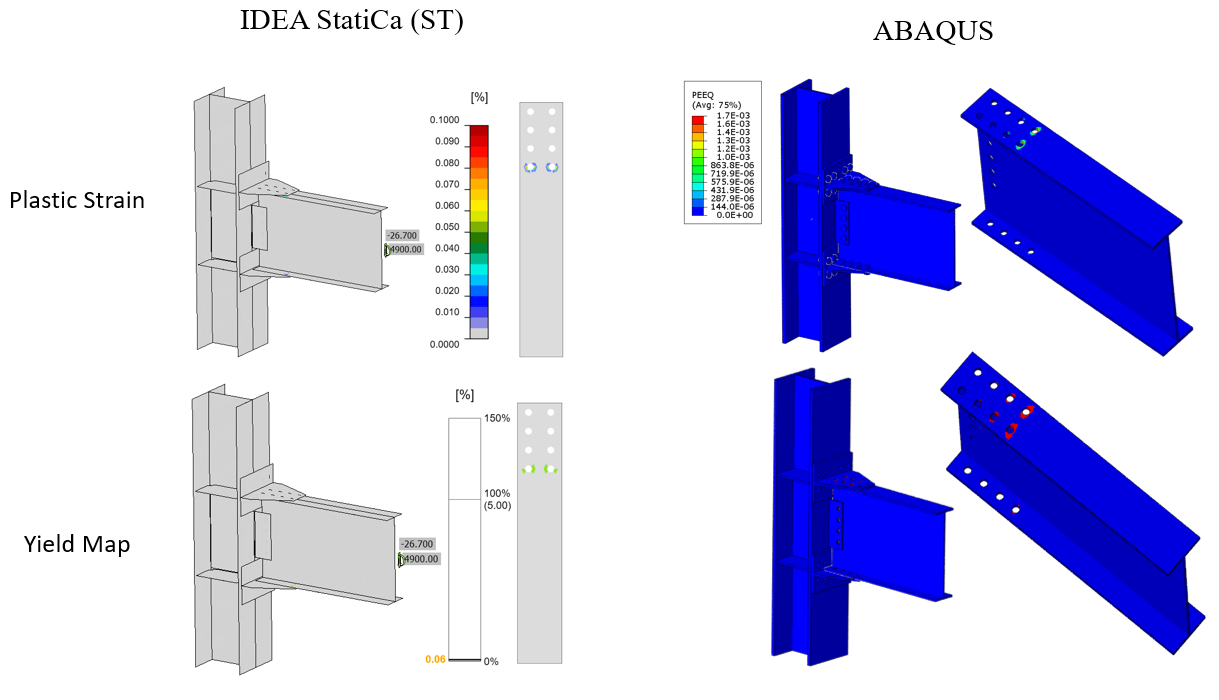
Şekil 5.26: Sürtünme tipi cıvatalar: Üst sıra) IDEA StatiCa ve ABAQUS modeli arasında hesaplanan plastik gerinimlerin karşılaştırması; Alt sıra) IDEA StatiCa ve ABAQUS modeli arasında akma haritasının karşılaştırması
Şekil 5.27, bu bölümde incelenen her iki cıvata türü için kolon eksenine göre iki yazılım arasındaki moment-dönme eğrisinin karşılaştırmasını göstermektedir. Şekil 5.27'de IDEA StatiCa tarafından elde edilen toplam dönmeyi (kesik turuncu çizgiyle gösterilmiştir) elde etmek için kolon eksenindeki doğrusal kiriş dönmesinin SAP2000 kullanılarak hesaplandığını ve ardından IDEA StatiCa tarafından raporlanan varsayılan plastik dönme eğrisine (düz turuncu çizgiyle gösterilmiştir) eklendiğini belirtmek gerekir. Her iki model de karşılaştırılabilir başlangıç rijitliği tahminleri sunmaktadır. Küçük tutarsızlık, eleman türlerindeki farklılıkla (yani ABAQUS'ta katı eleman ile IDEA StatiCa'da kabuk eleman) ve ABAQUS'ta kaynakları temsil etmek için bağ kısıtının kullanılmasıyla ilişkilendirilebilir.
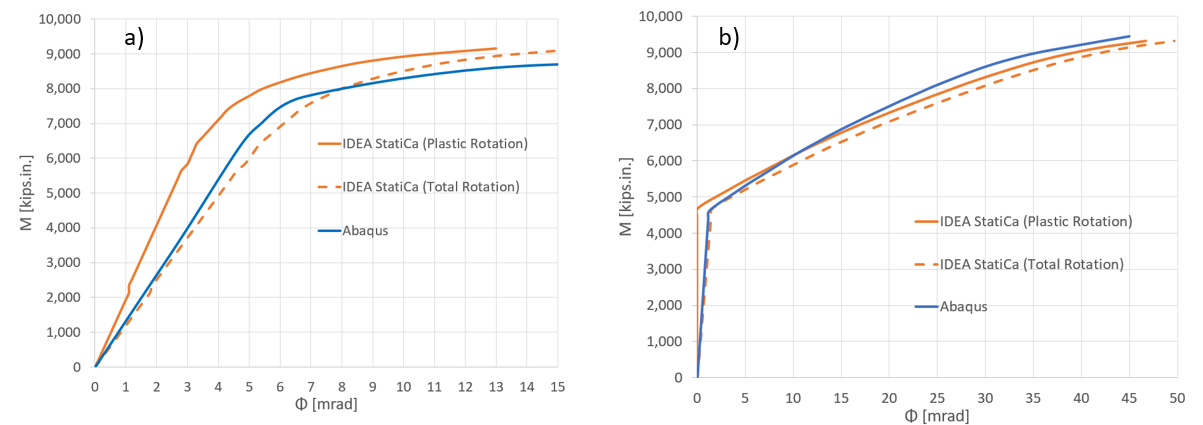
Şekil 5.27: a) yükleme tipi cıvatalar, b) sürtünme tipi cıvatalar için IDEA StatiCa ve ABAQUS arasında moment-dönme karşılaştırması
5.6 Özet ve Sonuçların Karşılaştırması
Deneysel çalışmadan altı çift-T moment birleşimi, IDEA StatiCa kullanılarak ve AISC tasarım prosedürü izlenerek incelenmiştir. Temel model için yükleme ve sürtünme tipi cıvata kullanımının moment kapasitesi ve moment-dönme eğrisi üzerindeki etkilerini araştırmak amacıyla iki farklı model oluşturulmuştur. Varyasyon 1 ve varyasyon 2 için fabrika sertifikası ile kupon test malzeme özellikleri arasındaki fark görece yüksek olduğundan, her biri için iki farklı IDEA StatiCa modeli geliştirilmiştir. Geri kalan numuneler için fabrika sertifikası malzeme özellikleri kullanılmıştır. Ayrıca temel model için her cıvata türüne ilişkin IDEA StatiCa kullanılarak hesaplanan moment-dönme ilişkileri, eşdeğer ABAQUS modelleriyle karşılaştırılmıştır.
Temel modelin testinde göçme modu kirişin yerel burkulması olarak raporlanmıştır. IDEA StatiCa analizinin artımlı yüklemesinden, sürtünme cıvatalı modelin yetersiz cıvata kayma dayanımı nedeniyle göçtüğü, yükleme cıvatalı modelde ise göçmenin kiriş başlığında meydana geldiği gözlemlenmiştir. AISC tasarım hesaplamaları, kirişin plastik moment dayanımının belirleyici sınır durumu olduğunu göstermektedir. AISC 341, gerilme kontrollü cıvata içeren moment birleşimlerinin yükleme dayanım kapasitesine göre tasarlanmasına izin verdiğinden, temel modelin göçme modu konusunda test gözlemleri, IDEA StatiCa analizi ve AISC tasarım prosedürü arasında iyi bir uyum olduğu sonucuna varılabilir. Ayrıca her iki IDEA StatiCa modelinden elde edilen moment-dönme eğrileri ile test raporunda sunulan eğri Şekil 5.28'de karşılaştırılmaktadır. Gerilme kontrollü yüksek mukavemetli A490 cıvata içeren çift-T numunesinin moment-dönme ilişkisinin, yükleme ve sürtünme cıvataları kullanılarak ayrı ayrı geliştirilen IDEA StatiCa modellerinden hesaplanan eğriler arasında kaldığı görülmektedir. Ayrıca temel model için gerçekleştirilen kapasite tasarımı analizi, T-profilin ve kayma plakasının yeterli dayanıma sahip olmadığını göstermiştir. Benzer şekilde, her iki eleman da AISC tasarım kontrollerini sağlamamıştır.
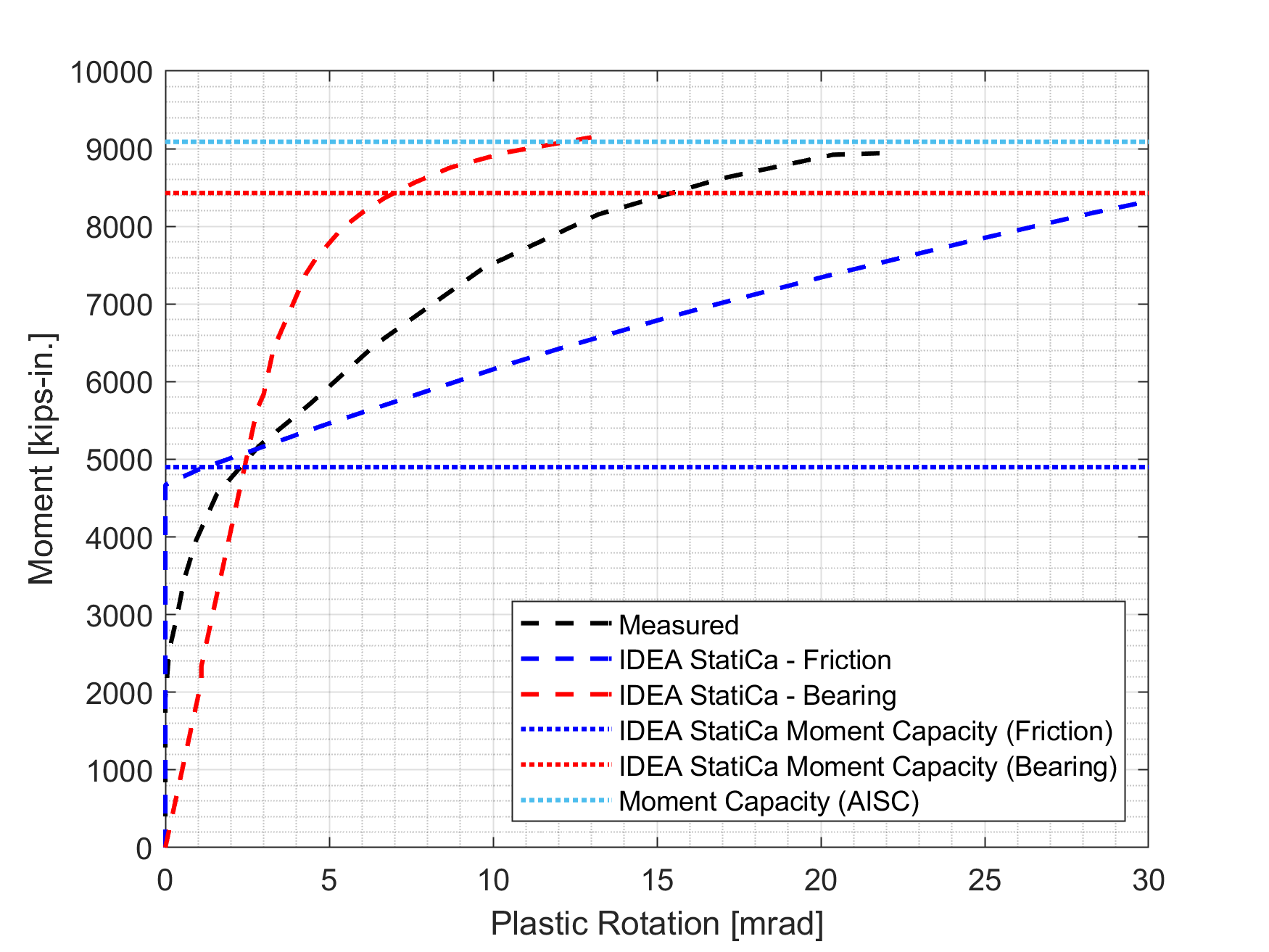
Şekil 5.28: Moment-dönme karşılaştırması
Varyasyon 1, test sırasında T-profilin net kesit kırılması nedeniyle göçmüştür. AISC tasarım hesaplamalarından, fabrika sertifikası malzeme özellikleri kullanıldığında belirleyici sınır durumunun T-gövdenin blok kesmesi olduğu, T-profiller için kupon test malzeme özellikleri kullanıldığında ise belirleyici sınır durumunun gövde brüt kesit akmasına dönüştüğü gözlemlenmiştir. Benzer şekilde, her iki durum için gerçekleştirilen IDEA StatiCa analizi, yetersiz T-profil dayanımının numunenin göçme modu olduğunu göstermiştir.
Varyasyon 2'nin deneysel gözlemleri varyasyon 1'inkilerle benzerlik göstermiştir. Göçme modu T-profilin net kesit kırılması olarak raporlanmıştır. AISC tasarım prosedürü izlendiğinde, tüm elemanlara fabrika sertifikası malzeme özellikleri girildiğinde belirleyici sınır durumu T-profilin blok kesme dayanımı olarak tespit edilmiştir. T-profil için kupon test malzeme özelliklerinin kullanıldığı durumda ise belirleyici sınır durumu olarak gövde brüt kesit akması hesaplanmıştır. Her iki IDEA StatiCa analizinden de göçmenin T-profilinde %5,0 plastik gerinim ile meydana geldiği gözlemlenmiştir.
Varyasyon 3, varyasyon 4 ve varyasyon 5 için testlerden, AISC tasarım prosedüründen ve IDEA StatiCa analizlerinden gözlemlenen göçme modu kiriş göçmesidir. Yerel burkulma çevrimsel yükler sırasında meydana geldiğinden, deneyde net bir dayanım kapasitesi elde edilememiştir. Numuneler burkulma gereksinimlerini karşılamış olsa da (bkz. Ekler I ve J), deneylerde yerel burkulmanın meydana gelmesinin nedeni test raporunda verilen hatalı ölçülen malzeme özelliklerine bağlanabilir. IDEA StatiCa kullanılarak ve AISC tasarım prosedürü izlenerek hesaplanan moment kapasiteleri ile deneyler sırasında ulaşılan maksimum moment değerleri Şekil 5.29'da gösterilmektedir.
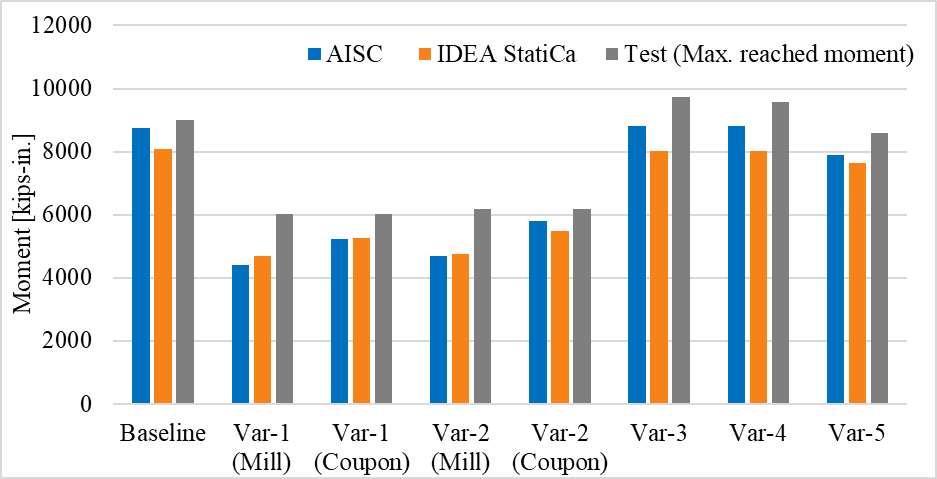
Şekil 5.29: IDEA StatiCa ve AISC prosedürü ile hesaplanan moment kapasitesi
Önceden nitelendirilmiş birleşimler üzerine yapılan çalışmanın tamamını okuyun!
Kaynaklar
Leon, R. T. (1999). Tests on T-stub connections-SAC phase II-Subtask 7.03. Georgia Institute of Technology.
Smallidge, J. M. (1999). Behavior of bolted beam-to-column T-stub connections under cyclic loading, Ph.D. Tezi, Georgia Institute of Technology, Atlanta, GA.
Swanson, J.A. (1999). Characterization of the Strength, Stiffness, and Ductility Behavior of
T-stub Connections, Ph.D. Tezi, Georgia Institute of Technology, Atlanta, GA.
AISC 358 (2016), "Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications, including Supplement No. 1," American Institute of Steel Construction ANSI/AISC 358-16, Chicago, Illinois.
AISC 360 (2016), "Specification for Structural Steel Buildings," American Institute of Steel Construction ANSI/AISC 360-16, Chicago, Illinois.
AISC 341 (2016), "Seismic Provisions for Structural Steel Buildings," American Institute of Steel Construction ANSI/AISC 341-16, Chicago, Illinois.
AISC Manual (2017), "Steel Construction Manual," American Institute of Steel Construction, Chicago, Illinois.