Kéttalpas Nyomatéki Előminősített Kapcsolat - AISC
Ez az ellenőrzési példa az Ohio State University és az IDEA StatiCa közös projektje keretében készült. A szerzők az alábbiakban szerepelnek:
- Baris Kasapoglu, Ph.D. hallgató
- Ali Nassiri, Ph.D.
- Halil Sezen, Ph.D.

5.1. Bevezetés
A kutatásban vizsgált utolsó acél kapcsolattípus a kéttalpas nyomatéki kapcsolat (lásd 5.1. ábra). A kéttalpas kapcsolat egy előminősített kapcsolat, amely szeizmikus területen IMF és SMF rendszer részeként alkalmazható, amennyiben az AISC 358-ban meghatározott követelmények teljesülnek. A tanulmány keretében egy kéttalpas kapcsolatra és annak változataira vonatkozó kísérleti vizsgálatot választottak az irodalomból, és hajlítási kapacitásaikat az AISC tervezési eljárás, valamint az IDEA StatiCa segítségével vizsgálták. Emellett az alapmodellt az ABAQUS szoftverrel is elemezték, és az eredményeket összehasonlították.
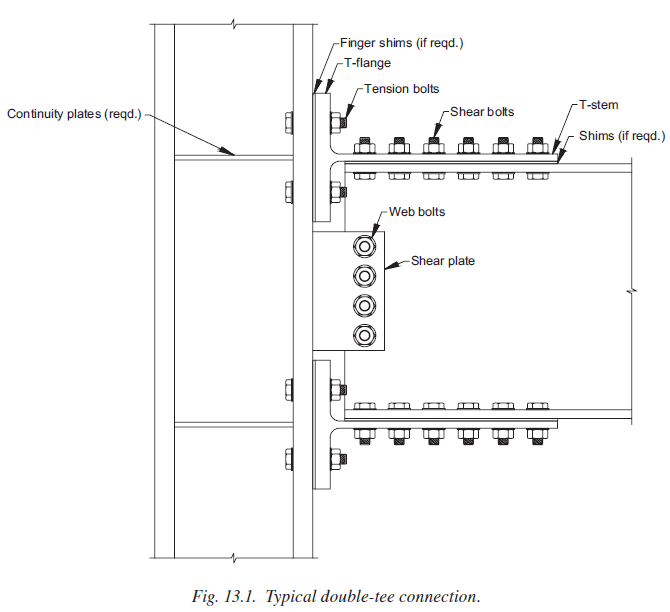
5.1. ábra: Tipikus kéttalpas nyomatéki kapcsolat (AISC 358)
A következő szakaszokban a kísérleti vizsgálat leírása, az egyes próbatestekre elvégzett AISC szabványellenőrzések összefoglalása, valamint az IDEA StatiCa és az ABAQUS numerikus elemzési eredményeinek ismertetése következik. Végül a három forrásból (azaz kísérletekből, AISC tervezési eljárásokból és numerikus elemzésekből) kapott eredményeket összehasonlítják.
5.2 Kísérleti vizsgálat
Hat teljes méretű kéttalpas kapcsolatot és 48 egyedi T-csonkot teszteltek a Georgia Institute of Technology-n Leon (1999) által, a SAC Task 7.03 projekt keretében. A vizsgálat elsődleges célja az volt, hogy jobban megértsék a csavart kapcsolatok viselkedését ciklikus terhelés alatt, és ellenőrizzék, hogy a kis méretű komponenstesztek eredményei extrapolálhatók-e teljes méretű kapcsolatokra. A tanulmány keretében csak a hat teljes méretű teszt részleteit és eredményeit foglalják össze. A kísérletek további részleteiért az olvasókat Swanson (1999) és Smallidge (1999) munkáira, valamint Leon (1999) tesztjelentésére irányítják.
Minden próbatest W14×145 oszlopból áll, míg a gerenda W21×44-től W24×55-ig változik. Minden kötőelem nagy szilárdságú A490 húzásvezérelt csavar 7/8 in. vagy 1 in. átmérővel. A T-csonkokat három különböző széles övű acélszelvényből vágták ki (W16×45, W16×100 és W21×93). Minden próbatesthez 3/8 in. vastag nyírófület alkalmaztak, amelynek hossza 9 in. vagy 12 in. volt a csavarok számától függően. A hat próbatest közül egyet alapmodellként választottak (Teszt azonosító: FS-06), a többit pedig variációs modellként vizsgálták (lásd 5.1. táblázat).
5.1. táblázat: A kéttalpas próbatestek tulajdonságai (Leon, 1999)
| Próbatest száma (Teszt azonosító) | Gerenda | Oszlop | T-csonk | Csavarok |
| Alapmodell (FS-06) | W24×55 | W14×145 | W16×100 | 1 in. A490 |
| 1. variáció (FS-03) | W21×44 | W14×145 | W16×45 | 7/8 in. A490 |
| 2. variáció (FS-04) | W21×44 | W14×145 | W16×45 | 1 in. A490 |
| 3. variáció (FS-05) | W24×55 | W14×145 | W16×100 | 7/8 in. A490 |
| 4. variáció (FS-07) | W24×55 | W14×145 | W21×93 | 7/8 in. A490 |
| 5. variáció (FS-08) | W24×55 | W14×145 | W21×93 | 1 in. A490 |
A tesztelrendezés egy 152 in. hosszú oszlopból áll (csuklós felső és csuklós alsó végpontok között), valamint egy gerendából, amely az oszlop alsó támasza felett 82 in. magasságban csatlakozik az oszlop övéhez. A gerenda hossza az oszlop homlokfelületétől az aktuátorig 176 in. volt, és az összeköttetéstől 5 ft távolságra oldalsó merevítést alkalmaztak. A tesztelrendezés az 5.2. ábrán látható.
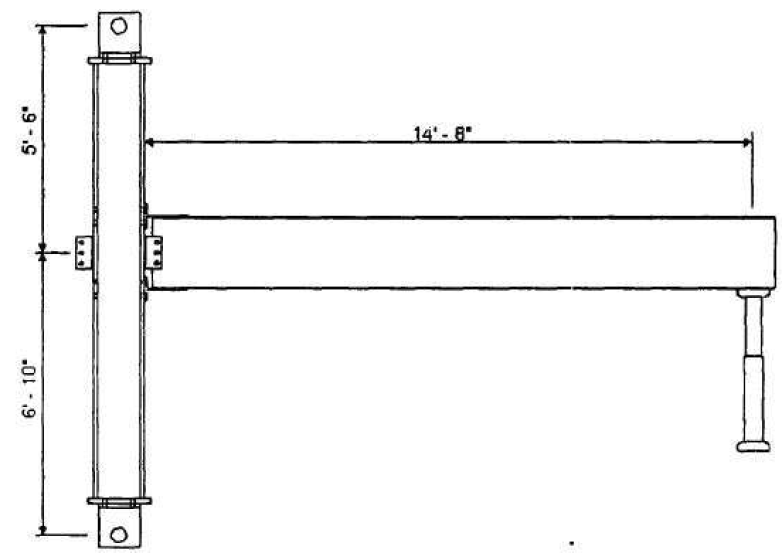
5.2. ábra: Tesztelrendezés (Leon, 1999)
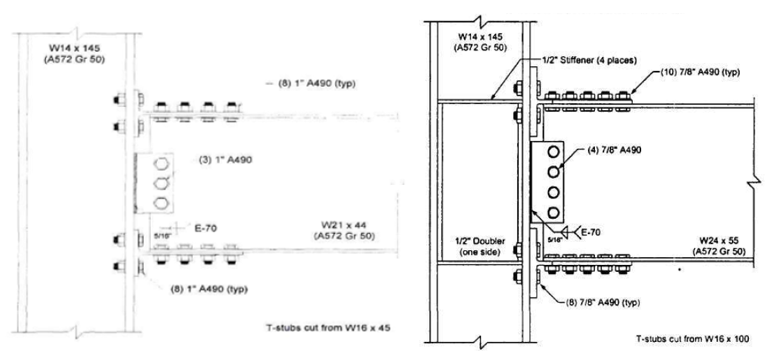
Az alapmodell egy W14×145 oszlopból, egy W24×55 gerendából és két W16×100-ból kivágott T-csonkból áll. A T-csonk övekben nyolc 1 in. átmérőjű A490 nyíró- és nyolc 1 in. átmérőjű A490 húzócsavart alkalmaznak. Négy 1 in. átmérőjű A490 csavarral rögzítik a nyírófület a gerenda gerinchez, míg a nyírófület 5/16 in. kétoldalas sarokvarrattal hegesztik az oszlop övéhez. Emellett négy ½ in. vastag folytonossági lemezt és ½ in. vastag egyoldalú béléslemez is alkalmaznak, ahogy az 5.3. ábrán látható.
Az 1. variáció egy W14×145 oszlopból, egy W21×44 gerendából és két W16×45-ből kivágott T-csonkból áll, amelyeket nyolc 7/8 in. átmérőjű A490 nyíró- és nyolc 7/8 in. átmérőjű A490 húzócsavarral rögzítenek a gerenda öveihez és az oszlop öveihez. Három 7/8 in. átmérőjű A490 csavart alkalmaznak a nyírófül és a gerenda gerinc között, és 5/16 in. kétoldalas sarokvarratot az oszlop homlokfelülete és a nyírófül között, ahogy az 5.3. ábrán látható.
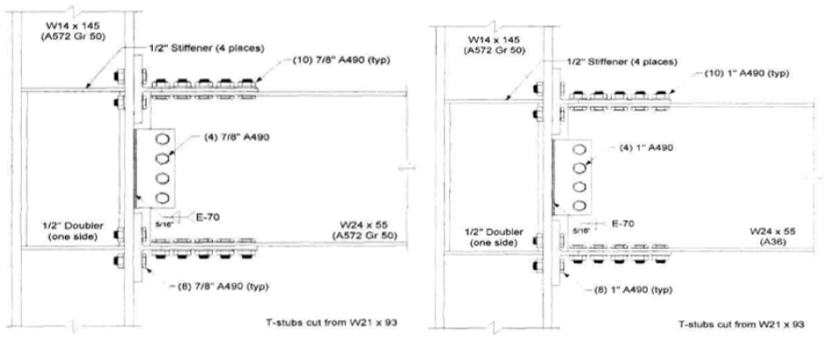
A 2. variáció az 1. variációtól eltérően 1 in. átmérőjű A490 csavarokat tartalmaz. Minden egyéb részlet azonos az 1. variációval. A 2. variáció konfigurációja az 5.4. ábrán látható. A 3. variáció egy W14×145 oszlopból, egy W24×55 gerendából és W16×100-ból kivágott T-csonkokból áll. Mindkét T-csonkban tíz 7/8 in. átmérőjű A490 nyírócsavart és nyolc 7/8 in. átmérőjű A490 húzócsavart alkalmaznak. Négy 7/8 in. átmérőjű A490 csavarral rögzítik a nyírófület és a gerenda gerinchét, míg 5/16 in. kétoldalas sarokvarratot alkalmaznak az oszlop öve és a nyírófül között. Négy ½ in. vastag folytonossági lemezt és ½ in. vastag egyoldalú béléslemez alkalmaznak az oszlop panelzónájának megerősítésére. Az alapmodell és a 3. variáció közötti különbségek a csavarok átmérőjében és a T-csonk öveit és a gerenda öveit rögzítő nyírócsavarok számában rejlenek (lásd 5.4. ábra).
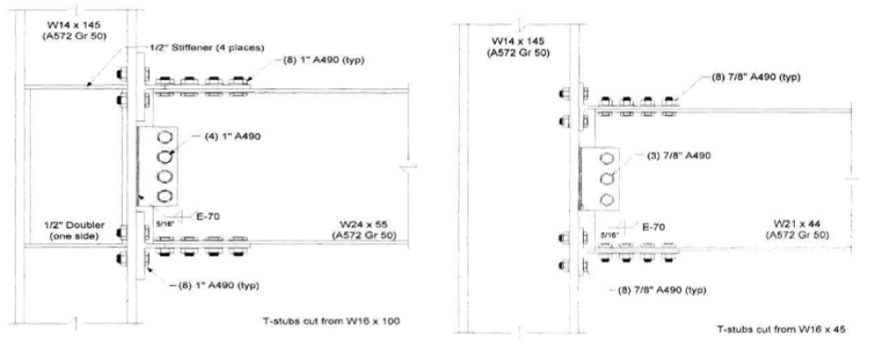
5.3. ábra: Bal) Az alapmodell konfigurációja; Jobb) az 1. variáció konfigurációja (Leon, 1999)
5.4. ábra: Bal) A 2. variáció konfigurációja; Jobb) a 3. variáció konfigurációja (Leon, 1999)
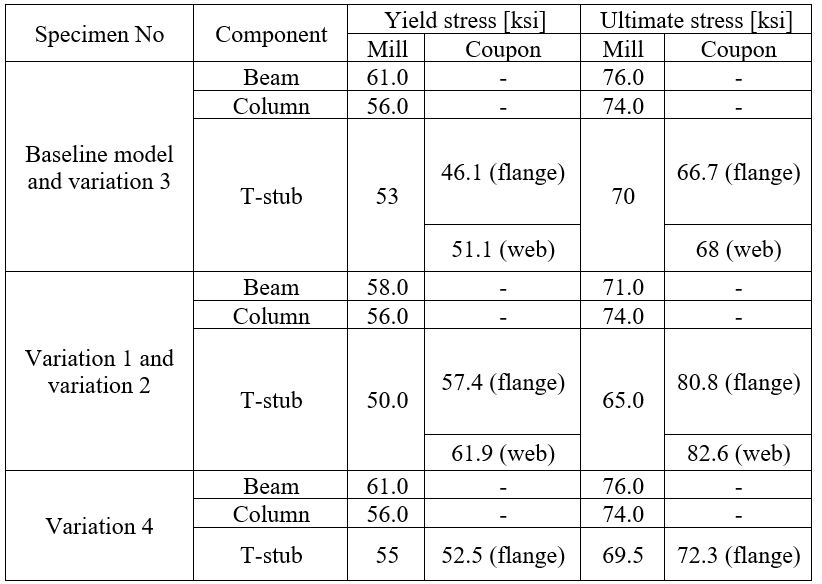
A 4. variáció egy W24×55 gerendából, W21×93-ból kivágott T-csonkokból és négy csavart nyírófülből áll. Tíz nyírócsavarral rögzítik a T-csonk öveit a gerenda öveihez, és nyolc húzócsavart alkalmaznak minden T-csonkon az oszlop homlokfelületéhez való rögzítéshez. Az oszlop panelzónáját négy ½ in. vastag folytonossági lemezzel és ½ in. vastag egyoldalú béléslemezel erősítik meg. Minden kötőelemhez 7/8 in. átmérőjű A490 csavarokat alkalmaznak. Az 5. variáció a 4. variációtól eltérően nagyobb, 1 in. átmérőjű csavarokat tartalmaz. Ettől eltekintve minden egyéb geometriai tulajdonság azonos, ahogy az 5.5. ábrán látható. A gerenda, az oszlop és a T-csonkok átlagos szelvényteszt és gyártói tanúsítvány anyagtulajdonságait az 5.2. táblázat tartalmazza.
5.5. ábra: Bal) A 4. variáció konfigurációja; Jobb) az 5. variáció konfigurációja (Leon, 1999)
5.2. táblázat: A vizsgált kéttalpas próbatestek mért anyagtulajdonságai (Leon, 1999)
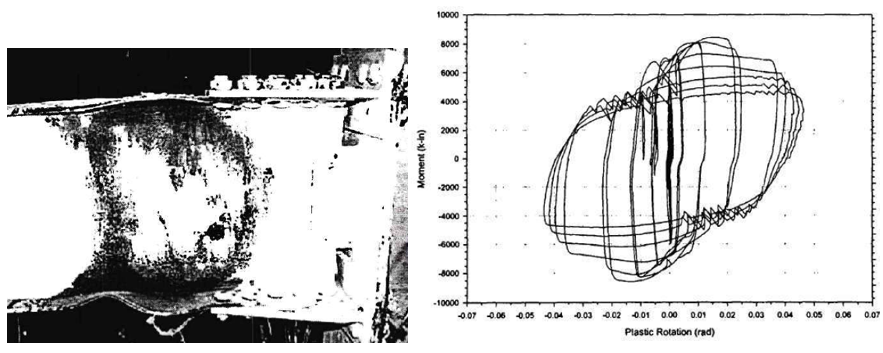
Az alapmodell vizsgálatából a gerenda helyi kihajlása volt azonosítható tönkremeneteli módként. A kísérletet leállították, miután kiterjedt helyi kihajlást figyeltek meg a gerenda gerinchén és övein, amikor a csúcsnyomaték elérte a kapcsolatnál a közelítőleg 9 003 kips-in. értéket. Ezen a ponton a T-csonkban lévő megfelelő erő 381,1 kips volt. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.6. ábrán látható.
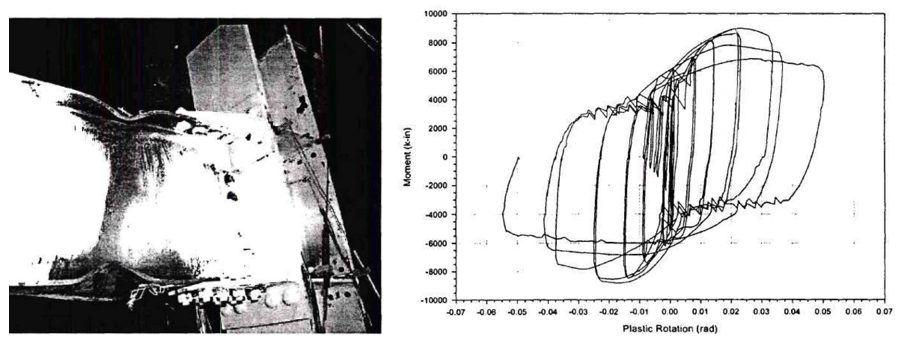
5.6. ábra: Bal) Az alapmodell tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Leon, 1999)
Az 1. variációban a maximális aktuátorterhelést és a kapcsolatnál mért maximális nyomatékot 32,8 kips-ként, illetve 6 011 kips-in.-ként jelentették. A T-csonk kezdeti folyása akkor volt megfigyelhető, amikor a T-csonkban lévő erő és a kapcsolatnál mért nyomaték közelítőleg 185 kips, illetve 3 800 kips-in. volt. A gerenda első folyása akkor következett be, amikor a kapcsolatnál mért nyomaték körülbelül 5 000 kips-in. volt. A további ciklusok során a próbatest a T-csonk törése miatt ment tönkre a nyírócsavarok első sora mentén. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.7. ábrán látható.
A 2. variációban a T-csonk és a gerenda öv első folyása akkor volt észlelhető, amikor a T-csonkban lévő erő és a kapcsolatnál mért nyomaték közelítőleg 245 kips, illetve 5 000 kips-in. volt. Az öv kihajlása a további terhelések során volt megfigyelhető, és a próbatest a nettó keresztmetszet törése miatt ment tönkre. A kapcsolatnál mért maximális nyomaték közelítőleg 6 183 kips-in. volt. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.8. ábrán látható.
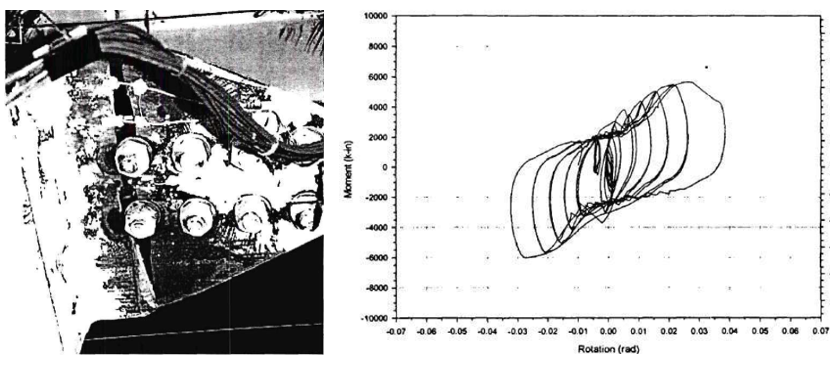
5.7. ábra: Bal) Az 1. variáció tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Lee et al., 1999)
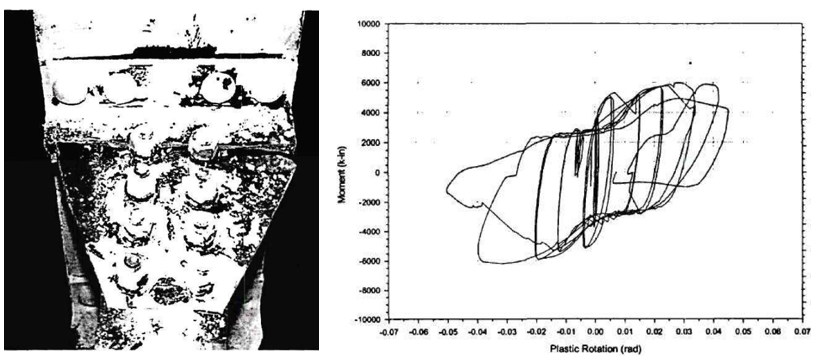
5.8. ábra: Bal) A 2. variáció tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Leon, 1999)
A 3. variáció vizsgálatát illetően a tönkremeneteli módot a gerenda helyi kihajlásaként azonosították. Miután kiterjedt helyi kihajlást figyeltek meg a gerenda övein, a tesztet leállították. A kapcsolatnál mért maximális nyomaték közelítőleg 9 739 kips-in. volt. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.9. ábrán látható.
A 4. variáció vizsgálatából megfigyelhető volt, hogy a próbatest helyi kihajlást szenvedett az övben. Amikor a végponti elmozdulás közelítőleg 12,8 in. volt, törés következett be a gerenda övén az oszlop övétől legtávolabbi csavarsor mentén. A kapcsolatnál mért csúcsnyomaték közelítőleg 9 580 kips-in. volt, a megfelelő T-csonk erő 405,5 kips. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.10. ábrán látható.
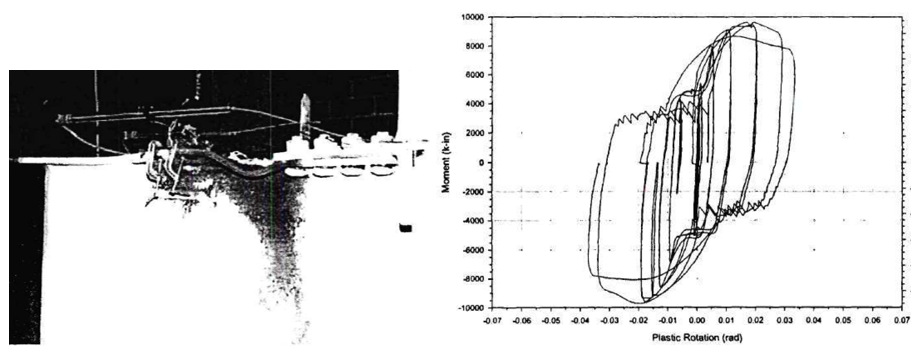
5.9. ábra: Bal) A 3. variáció tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Leon, 1999)
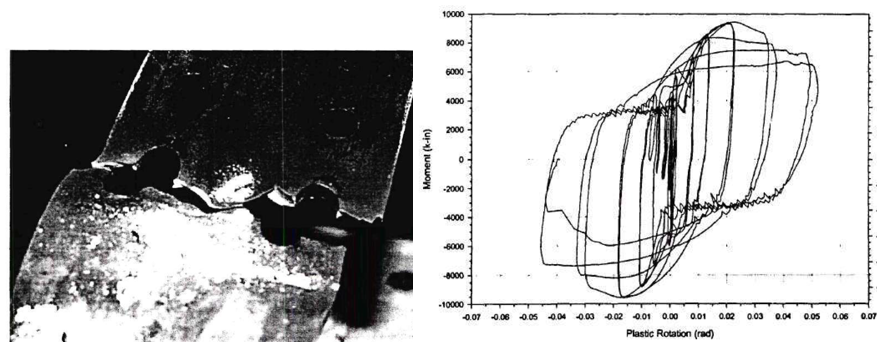
5.10. ábra: Bal) A 4. variáció tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Leon, 1999)
Az 5. variáció vizsgálatából levont megfigyelések hasonlóak voltak az alapmodell és a 3. variáció megfigyeléseihez. A próbatest kiterjedt gerenda helyi kihajlást tapasztalt a teszt során. A tesztet leállították, amikor a kapcsolatnál mért maximális nyomaték közelítőleg 8 586 kips-in. volt. Ezen a ponton a T-csonkban lévő megfelelő erő 363,4 kips volt. A teszt utáni fénykép és a mért nyomaték-plasztikus elfordulás kapcsolata az 5.11. ábrán látható.
5.11. ábra: Bal) Az 5. variáció tesztelés után; Jobb) nyomaték-teljes plasztikus elfordulás kapcsolat (Leon, 1999)
5.3 Szabványos tervezési számítások
A kéttalpas nyomatéki kapcsolatok előminősítési korlátait és tervezési eljárását az AISC 358 (2016) 13. fejezete tartalmazza. A vizsgált próbatestekre a következő szabványellenőrzéseket azonosították és végezték el:
- T-gerinc szilárdsága (AISC 358, Eq. 13.6-45)
- Nyírócsavar átmérője (AISC 358, Eq. 13.6-4)
- Húzócsavar átmérője (AISC 358, Eq. 13.6-16)
- Húzócsavar átmérője (AISC 358, Eq. 13.6-16)
- A kapcsolat forgási merevsége (AISC 358, Eq. 13.6-28)
- T-csonk szilárdsága (AISC 358, Eq. 13.6-46)
- Gerenda öv palástnyomási/kiszakadási szilárdsága (AISC 360, Eq. J3-6)
- T-gerinc palástnyomási/kiszakadási szilárdsága (AISC 360, Eq. J3-6)
- Gerenda öv blokknyírási szilárdsága (AISC 360-16, Eq. J4-5)
- T-gerinc blokknyírási szilárdsága (AISC 360-16, Eq. J4-5)
- Oszlop hajlítási folyási szilárdsága (AISC 358, Eq. 13.6-61)
- Folytonossági lemez követelmények (AISC 341, Sec. E3.6f.1(a))
- Oszlop-gerenda kapcsolatok (AISC 341, Eq. E3-1)
- Panelzóna szilárdsága (AISC 360, Eq. J10-11)
- Gerenda hajlítási szilárdsága (AISC 360, Eq. F1-1)
- Nyírólap csavarszilárdsága ellenőrzése (AISC 360, Eq. J3-6a)
- Nyírófül varratszilárdsága ellenőrzése (AISC 360, Eq. J4-2)
- Nyírólap nyírási folyása, szakadása, blokknyírási szilárdsága ellenőrzése (AISC 360, Eq. J3-J4)
Feltételezték, hogy a nyírófül, a béléslemez és a folytonossági lemez anyagtulajdonságai megegyeznek a T-csonk mért anyagtulajdonságaival. A névleges szakítószilárdság (fnt = 90 ksi) és nyírási szilárdság (fnv = 68 ksi) értékeket az AISC J3 táblázatából használták az A490 csavarokhoz. Öt modellt fejlesztettek ki az egyes próbatestekre vonatkozó gyártói tanúsítvány anyagvizsgálati jelentések alapján. Két további modellt fejlesztettek ki az 1. és 2. variációhoz a T-csonkra mért szelvényteszt anyagtulajdonságok felhasználásával. A kiválasztott próbatestekre elvégezték a szabványellenőrzéseket, és az összefoglalót az 5.3. táblázat tartalmazza.
5.3. táblázat: Kéttalpas nyomatéki kapcsolatok szabványellenőrzései
| AISC szabványellenőrzések | Alapmodell | 1. var. | 1. var. | 2. var. | 2. var. | 3. var. | 4. var. | 5. var. |
| Gyártói | Gyártói | Szelvény | Gyártói | Szelvény | Gyártói | Gyártói | Gyártói | |
| T-gerinc szilárdsága | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | OK | OK | OK |
| Nyírócsavar átmérője | OK | Nem OK | OK | Nem OK | OK | OK | OK | OK |
| Húzócsavar átmérője | OK | OK | OK | OK | OK | OK | OK | OK |
| Minimális T-öv vastagság | OK | OK | OK | OK | OK | OK | OK | OK |
| A kapcsolat forgási merevsége | OK | OK | OK | OK | OK | OK | OK | OK |
| T-csonk szilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Gerenda öv palástnyomási/kiszakadási szilárdsága | OK | Nem OK | Nem OK | OK | OK | OK | OK | OK |
| T-gerinc palástnyomási/kiszakadási szilárdsága | OK | Nem OK | Nem OK | Nem OK | Nem OK | OK | OK | OK |
| Gerenda öv blokknyírási szilárdsága | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | OK | OK |
| T-gerinc blokknyírási szilárdsága | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | OK | OK | OK |
| Oszlop hajlítási folyási szilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Folytonossági lemez követelmények | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK | Nem OK |
| Oszlop-gerenda kapcsolatok | OK | OK | OK | OK | OK | OK | OK | OK |
| Panelzóna szilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Gerenda hajlítási szilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Nyírólap csavarszilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Nyírófül varratszilárdsága | OK | OK | OK | OK | OK | OK | OK | OK |
| Nyírólap nyírási folyása, nyírási szakadása, blokknyírási szilárdsága | Nem OK | OK | OK | OK | OK | Nem OK | Nem OK | Nem OK |
A kéttalpas nyomatéki kapcsolat tönkremeneteli módja megbecsülhető, ha az alábbiak mérvadó határállapota ismert:
- Gerinc bruttó keresztmetszet folyási szilárdsága
- Gerinc nettó keresztmetszet törési szilárdsága
- Gerinc hajlítási kihajlási szilárdsága
- Nyírócsavar szilárdsága
- Gerenda palástnyomási/kiszakadási szilárdsága
- T-gerinc palástnyomási/kiszakadási szilárdsága
- Gerenda blokknyírási szilárdsága
- T-gerinc blokknyírási szilárdsága
- Gerenda plasztikus nyomatéki szilárdsága
Minden határállapotra kiszámították a próbatestek oszlop homlokfelületénél mért nyomatéki szilárdságát (lásd I. és J. függelék), és az eredményeket az 5.4. táblázat tartalmazza. A mérvadó nyomatéki szilárdságot (azaz a legkisebb szilárdságot) azonosították és félkövér betűtípussal jelölték.
5.4. táblázat: A próbatestek nyomatéki szilárdsága
| Nyomatéki szilárdság | Alapmodell [kips-in.] | 1. var. [kips-in.] | 1. var. [kips-in.] | 2. var. [kips-in.] | 2. var. [kips-in.] | 3. var. [kips-in.] | 4. var. [kips-in.] | 5. var. [kips-in.] |
| Gyártói | Gyártói | Szelvény | Gyártói | Szelvény | Gyártói | Gyártói | Gyártói | |
| Gerinc bruttó keresztmetszet folyása | 10 412 | 4 570 | 5 246 | 5 041 | 5 787 | 11 623 | 11 956 | 11 956 |
| Gerinc nettó keresztmetszet törése | 11 400 | 4 996 | 6 211 | 5 432 | 6 753 | 13 369 | 13 157 | 12 793 |
| Gerinc hajlítási kihajlása | 10 412 | 4 570 | 5 246 | 5 041 | 5 787 | 11 623 | 11 956 | 11 956 |
| Nyírócsavar | 12 758 | 7 928 | 9 856 | 9 061 | 11 264 | 12 189 | 12 187 | 15 944 |
| Gerenda palástnyomása/kiszakadása | 14 619 | 9 524 | 9 524 | 10 590 | 10 590 | 16 906 | 16 903 | 17 482 |
| T-gerinc palástnyomása/kiszakadása | 16 681 | 7 222 | 8 667 | 7 956 | 9 608 | 19 299 | 19 012 | 20 945 |
| Gerenda blokknyírása | 9 213 | 6 266 | 6 266 | 6 673 | 6 673 | 10 460 | 10 922 | 10 878 |
| T-gerinc blokknyírása | 9 829 | 4 398 | 5 467 | 4 684 | 5 823 | 11 160 | 11 471 | 12 281 |
| Gerenda plasztikus nyomatéka | 8 749 | 8 071 | 8 108 | 8 108 | 8 162 | 8 802 | 8 802 | 7 880 |
Az AISC tervezési számítások alapján a gerenda plasztikus nyomatéka volt a becsült tönkremeneteli mód az alapmodell, a 3. variáció, a 4. variáció és az 5. variáció esetében. Az 1. és 2. variációt illetően a T-gerinc blokknyírása volt a mérvadó határállapot, amikor a T-csonkokhoz szelvényteszt anyagtulajdonságokat alkalmaztak. Amikor az összes szerkezeti elemhez gyártói tanúsítvány anyagtulajdonságokat alkalmaztak, a tönkremeneteli módok a gerinc bruttó keresztmetszet folyására váltottak.
5.4 IDEA StatiCa elemzés
IDEA StatiCa modelleket fejlesztettek ki a próbatestekhez a nyomatéki szilárdságuk kapacitásának értékelésére. Mivel a cél a kísérleti tesztek szimulálása volt, SAP2000 modellt fejlesztettek ki a tesztelrendezési feltételekhez, és kiszámították az oszlop tengelyénél fellépő erőket. A mért anyagtulajdonságokat alkalmazták, és az ellenállási tényezőket 1,0-ra állították. Az IDEA StatiCa feszültség-alakváltozás elemzési típusát (azaz EPS) alkalmazva kiszámították a nyomatéki kapacitásokat, és megbecsülték a próbatestek tönkremeneteli módjait. Az alapmodell esetében a nyomaték-elfordulás kapcsolatot az IDEA StatiCa szoftver kapcsolati merevség elemzési típusával (azaz ST) számították ki. Emellett kapacitástervezési elemzést (azaz CD) alkalmaztak annak biztosítására, hogy a kapcsolat elegendő alakváltozási kapacitással rendelkezzen.
5.4.1 Az alapmodell elemzése
A húzásvezérelt csavarok viselkedésének a kapcsolat kapacitására és forgási merevségére gyakorolt hatásának becslésére két különböző IDEA StatiCa modellt fejlesztettek ki az alapmodellhez, két különböző csavartípus alkalmazásával: 1) palástnyomásos, és 2) súrlódásos. A gyártói tanúsítvány anyagtulajdonságait (lásd 5.2. táblázat) bevitték a szoftverbe, és a túlszilárdság-együtthatókat, Ry és Rt, és az összes LRFD ellenállási tényezőt 1,0-ra állították. Gerenda-oszlop keretes modellt fejlesztettek ki SAP2000-ben a tesztelrendezésben szereplő oszlop és gerenda hosszaival, és meghatározták az oszlop tengelyénél fellépő erőket. A "Loads in equilibrium option" (Egyensúlyi terhelések opció) alkalmazásával feszültség-alakváltozás elemzést (EPS) végeztek az alapmodell kapacitásának kiszámításához. A terheléseket fokozatosan növelték, amíg az alábbiak valamelyike teljesült:
- 5%-os plasztikus alakváltozás a lemezekben (gerenda, oszlop, nyírófül, folytonossági lemez)
- 100%-os szilárdságkapacitás a csavarokban
- 100%-os szilárdságkapacitás a varratokban
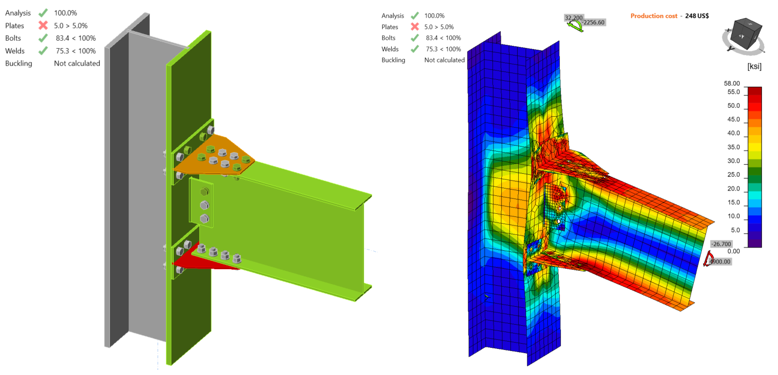
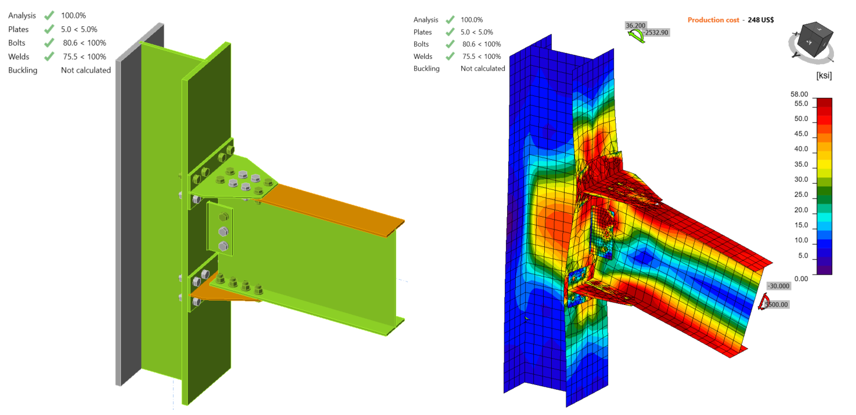
A súrlódásos típusú csavarokkal létrehozott modell IDEA StatiCa elemzéséből megfigyelhető volt, hogy a csavar szilárdságkapacitása akkor valósult meg, amikor az alkalmazott nyíróerő és nyomaték elérte a 26,70 kips, illetve 4 900 kips-in. értéket (5.12. ábra). A második modellt úgy fejlesztették ki, hogy a T-csonkok és a nyírófül esetében a "nyíróerő-átvitel" opciót "súrlódásról" "palástnyomás - húzás/nyírás kölcsönhatásra" váltották. Emellett kikapcsolták a "csavarlyuk alakváltozása üzemi terhelésnél tervezési szempont" opciót (a kódbeállítások alatt). Növekményes terhelést alkalmaztak a kapcsolatra (arányosan, az összes terhelés egyensúlyban), és megfigyelhető volt, hogy a gerenda övén 5%-os plasztikus határalakváltozás valósult meg, amikor a nyíróerő és a megfelelő nyomatékértékek elérték a 46,00 kips, illetve 8 430 értéket (5.13. ábra). Az elemzési típust merevségi elemzésre váltották (pl. "ST"), és minden modellhez kiszámították a nyomaték-elfordulás kapcsolatot, ahogy az 5.14. ábrán látható.
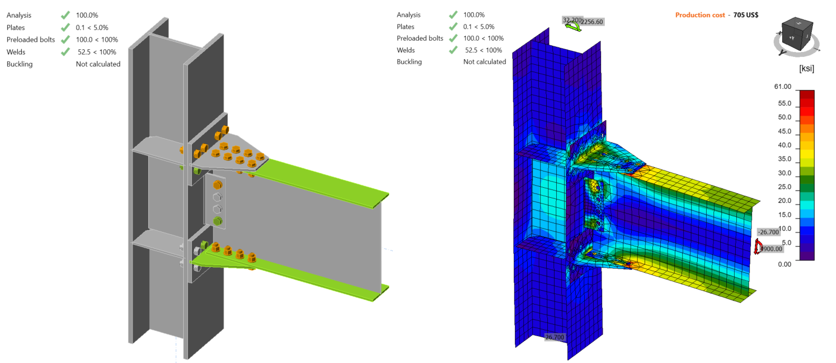
5.12. ábra: IDEA StatiCa modell az alapmodellhez (súrlódásos csavarokkal) 4 900 kips-in. nyomaték alatt.
5.13. ábra: IDEA StatiCa modell az alapmodellhez (palástnyomásos csavarokkal) 8 430 kips-in. nyomaték alatt.
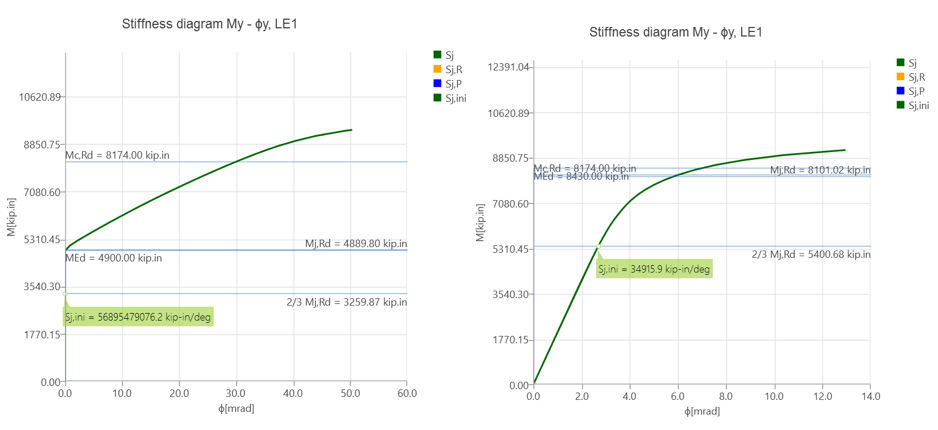
5.14. ábra: Bal) Nyomaték-elfordulás kapcsolat az alapmodellhez súrlódásos csavarokkal; jobb) nyomaték-elfordulás kapcsolat az alapmodellhez palástnyomásos csavarokkal
Az elemzési típust kapacitástervezésre váltották (pl. "CD"), hogy ellenőrizzék, rendelkezik-e a kapcsolat elegendő képlékenységgel, amikor a gerenda plasztikus nyomatéki szilárdsága elérhető. Az elemzés elvégzéséhez szükséges a gerenda plasztikus nyomatékának, a plasztikus csukló helyzetének és a plasztikus csukló helyén fellépő nyíróerőnek a kiszámítása. Az AISC 341 (2016) 2.4-1 egyenlete szerint a gerenda valószínű maximális nyomatéka a plasztikus csukló helyén, \(M_{p}\), a következőképpen számítható:
\(M_{p} = C_{pr}F_{y}R_{y}Z_{x}\) (5.1)
ahol \(Z_{x}\) a gerenda plasztikus keresztmetszeti modulusa, \(F_{y}\) a gerenda folyási feszültsége, \(R_{y}\) a várható folyási feszültség és a meghatározott minimális folyási feszültség aránya, és \(C_{pr}\) egy tényező a csúcs kapcsolati szilárdság figyelembevételére, amelyet az AISC 341 (2016) 2.4-2 egyenlete ad meg:
\(C_{pr} = (F_{y} + F_{u})/(2F_{y}\) (5.2)
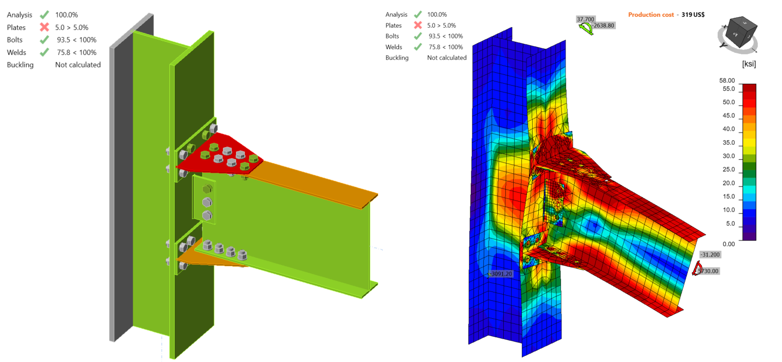
\(F_{u}\) a gerenda szakítószilárdsága. Feltételezik, hogy \(R_{y}\) egyenlő 1,0-val, amikor mért anyagtulajdonságokat alkalmaznak. A gyártói tanúsítvány anyagtulajdonságait és a gerenda plasztikus keresztmetszeti modulusát (134 in.3) az AISC Kézikönyv (2017) 1.1. táblázatából felhasználva, \(C_{pr}\) és \(M_{p}\) értékét az alább megadott tulajdonságok alapján 1,12-nek, illetve 9 154,88 kips-in.-nek számították ki. A plasztikus csukló helyzetének az oszlop tengelyétől mért távolságát és a plasztikus csukló helyén fellépő nyíróerőt 19,9 in.-nek, illetve 103 kips-nek számították ki (lásd I. függelék), azzal a feltételezéssel, hogy az oszloptengelyek közötti távolság 30 ft. A kiszámított terheléseket a gerenda 19,9 in.-es pozíciójában alkalmazták, a terheléseket a szerkezeti elemek százalékában megadva, a kiszámított plasztikus nyomaték és nyíróerő értékekkel egyenlő módon, ahogy az 5.15. ábrán látható. A kapcsolat nem megfelelő, a T-gerincek túl gyengék (22,1%-os plasztikus alakváltozás érte el a felső T-gerincet).
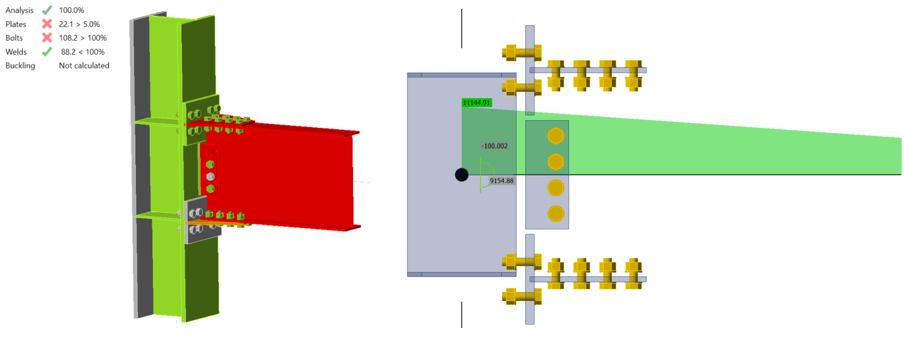
5.15. ábra: Az alapmodell kapacitástervezési elemzése
5.4.2 Az 1. variáció elemzése
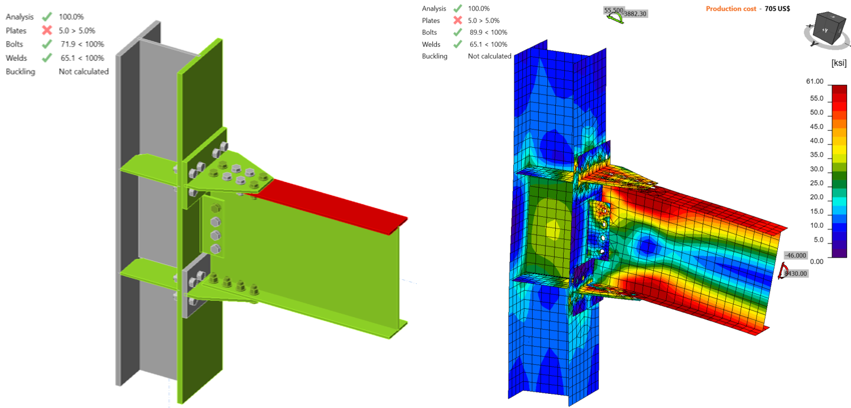
Két IDEA StatiCa modellt fejlesztettek ki az 1. variációhoz a T-csonk különböző mért anyagtulajdonságaival. Az első modellhez gyártói tanúsítvány anyagtulajdonságokat alkalmaztak a próbatest összes szerkezeti eleméhez, míg a második modellt a T-csonk öv szelvényteszt anyagtulajdonságaival hozták létre. Az előző szakaszban leírt eljárást követve növekményes terhelést alkalmaztak. Az első modell elérte kapacitását a T-csonkokban 5%-os plasztikus alakváltozással, amikor a nyíróerő és a megfelelő nyomatékértékek 26,70 kips, illetve 4 900 kips-in. voltak (5.16. ábra). A T-csonkok anyagtulajdonságait szelvényteszt tulajdonságokra frissítették, és ugyanazt a növekményes terhelési eljárást követték. Ugyanazt a tönkremeneteli módot figyelték meg, amikor a nyíróerő és a megfelelő nyomatékértékek elérték a 30,00 kips, illetve 5 500 kips-in. értéket (5.17. ábra).
5.16. ábra: IDEA StatiCa modell az 1. variációhoz (gyártói) 4 900 kips-in. nyomaték alatt.
5.17. ábra: IDEA StatiCa modell az 1. variációhoz (szelvény) 5 500 kips-in. nyomaték alatt.
5.4.3 A 2. variáció elemzése
Ugyanazt az eljárást követve két IDEA StatiCa modellt fejlesztettek ki a 2. variációhoz. A gyártói tanúsítvány tulajdonságaival fejlesztett modellből megfigyelhető volt, hogy a T-csonk elérte a plasztikus alakváltozási határt (azaz 5,0%-ot), amikor az alkalmazott nyíróerő és nyomaték 26,90 kips, illetve 4 940 kips-in. volt (5.18. ábra). Miután a T-csonk anyagtulajdonságait szelvényteszt tulajdonságokra váltották, magasabb hajlítási nyomatéki kapacitást számítottak ki: 5 730 kips-in.-t a megfelelő 31,20 kips nyíróerővel (5.19. ábra). A tönkremeneteli mód változatlan maradt.
5.18. ábra: IDEA StatiCa modell a 2. variációhoz (gyártói) 4 940 kips-in. nyomaték alatt.
5.19. ábra: IDEA StatiCa modell a 2. variációhoz (szelvény) 5 730 kips-in. nyomaték alatt.
5.4.4 A 3. variáció elemzése
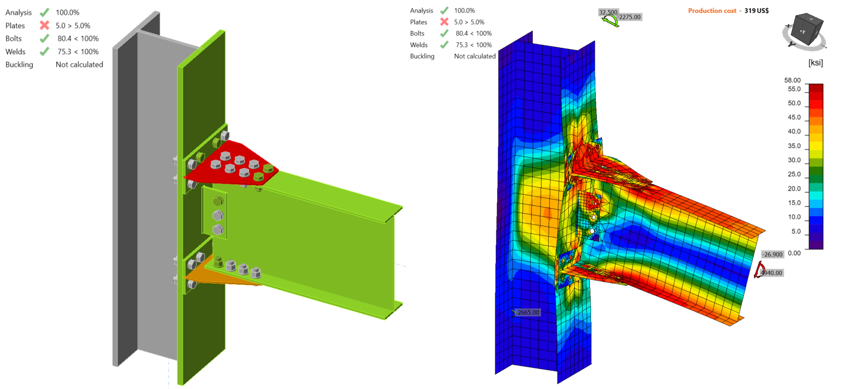
A 3. variációhoz az IDEA StatiCa modellt gyártói tanúsítvány anyagtulajdonságok felhasználásával fejlesztették ki. Amikor a nyíróerő és a megfelelő nyomaték elérte a 45,50 kips, illetve 8 350 kips-in. értéket, 5%-os plasztikus alakváltozás valósult meg a gerenda övén (5.20. ábra).
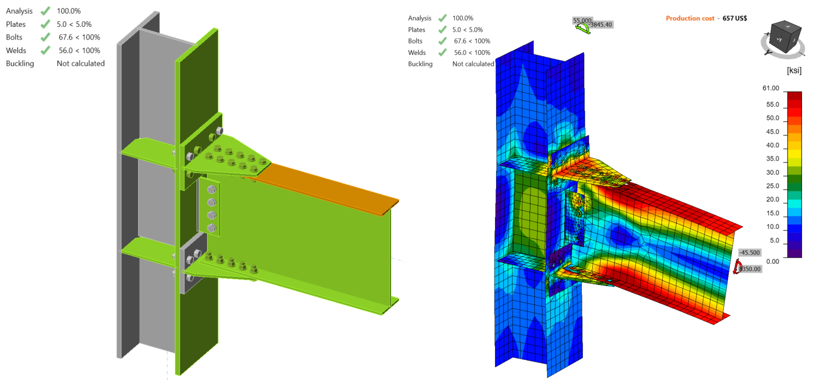
5.20. ábra: IDEA StatiCa modell a 3. variációhoz 8 350 kips-in. nyomaték alatt.
5.4.5 A 4. variáció elemzése
A 4. variációhoz az IDEA StatiCa modellt gyártói tanúsítvány anyagtulajdonságok felhasználásával hozták létre. 5%-os plasztikus alakváltozást rögzítettek a gerenda övén, amikor a nyíróerő és a megfelelő nyomaték 45,50 kips, illetve 8 350 kips-in. volt (5.21. ábra).
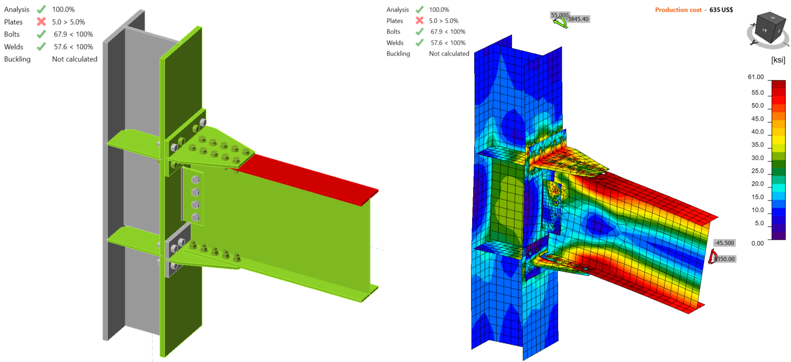
5.21. ábra: IDEA StatiCa modell a 4. variációhoz 8 350 kips-in. nyomaték alatt.
5.4.6 Az 5. variáció elemzése
Ugyanazt az eljárást követve IDEA StatiCa elemzést végeztek az 5. variációhoz. Gyártói tanúsítvány anyagtulajdonságokat alkalmaztak a kapcsolat összes szerkezeti eleméhez. 5%-os plasztikus alakváltozás valósult meg a gerenda övén, amikor a nyíróerő és a megfelelő érték elérte a 48,40 kips, illetve 7 950 kips-in. értéket (5.22. ábra).
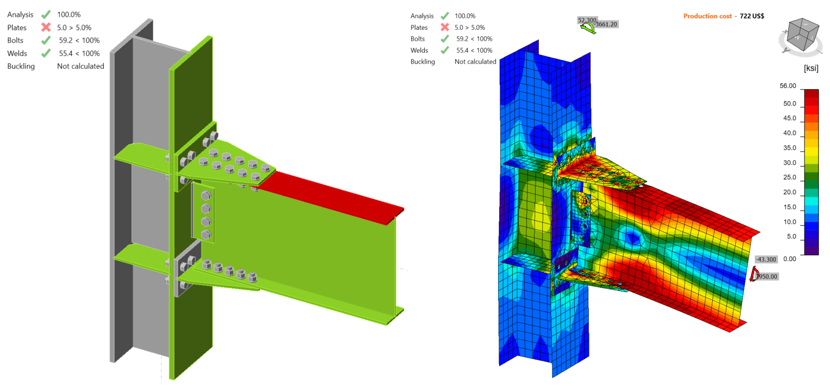
5.22. ábra: IDEA StatiCa modell az 5. variációhoz 7 950 kips-in. nyomaték alatt.
A kéttalpas nyomatéki kapcsolatok nyomatéki kapacitásait az oszlop tengelyére vonatkoztatva, \(M_{y@cc}\), az IDEA StatiCa elemzéssel határozták meg. Az oszlop homlokfelületénél mért nyomatéki kapacitásokat, \(M_{y@foc}\), az 5.3 egyenlet segítségével számították ki, és az 5.5. táblázatban mutatják be.
\(M_{y@foc} = M_{y@cc} - V_{g}\frac{d_{c}}{2}\) (5.3)
ahol \(V_{g}\) a nyíróerő, és \(d_{c}\) az oszlop magassága.
5.5. táblázat: Az IDEA StatiCa által számított nyomatéki kapacitások
| Próbatest száma | \(M_{y@cc}\) [kips-in.] | \(V_{g}\) [kips] | \(M_{y@foc}\) [kips-in.] |
| Alapmodell (palástnyomásos) | 8 430 | 46,0 | 8 090 |
| Alapmodell (súrlódásos) | 4 900 | 26,7 | 4 702 |
| 1. variáció (gyártói) | 4 900 | 26,7 | 4 702 |
| 1. variáció (szelvény) | 5 500 | 30,0 | 5 278 |
| 2. variáció (gyártói) | 4 940 | 26,9 | 4 741 |
| 2. variáció (szelvény) | 5 730 | 31,2 | 5 499 |
| 3. variáció | 8 350 | 45,5 | 8 013 |
| 4. variáció | 8 350 | 45,5 | 8 013 |
| 5. variáció | 7 950 | 43,3 | 7 630 |
5.5. ABAQUS elemzés
Ebben a szakaszban az 5.4.1 szakaszban fejlesztett alapmodellt az ABAQUS szoftverrel (2022-es verzió) újraépítették általános végeselem-elemzés céljából, és az eredményeket összehasonlították az IDEA StatiCa eredményeivel. A végeselem-elemzéshez szükséges kezdeti CAD modellt az IDEA StatiCa megjelenítő platformjával hozták létre. A teljes összeállítást összekötő 36 csavart és két varratvonalat ezt követően manuálisan adták hozzá az ABAQUS CAD felületén. Két csavartípust vizsgáltak ebben a szakaszban, ahogy az 5.4.1 szakaszban leírták. A palástnyomásos csavartípus esetében a 46 kips függőleges terhelést és a megfelelő 8 430 kips-in. nyomatékot (Y tengely körül) egy meghatározott referenciaponton (azaz RF1) alkalmazták az oszlop tengelyénél, ahogy az 5.23. ábrán látható. A súrlódásos csavartípus esetében a 26,7 kips függőleges terhelést és a megfelelő 4 900 kips-in. nyomatékot (Y tengely körül) ugyanarra a referenciaponton (azaz RF1) alkalmazták. Az IDEA StatiCa-ban az oszlop analitikai hossza 190 in. Ezért az ABAQUS-ban azonos oszlophossz szimulálásához két további referenciapont (azaz RF2 és RF3) bevezetésére került sor, mindkét irányban 95 in. távolságra az oszlop középpontjától a Z tengely mentén (lásd 5.23. ábra). Ezt a két referenciapont minden irányban rögzítve volt, és az ABAQUS összekötő-szerkesztő moduljával csatlakoztatták az oszlop felső és alsó felületéhez. Megjegyzendő, hogy az IDEA StatiCa-ban a súrlódásos csavar szimulálásához előfeszítő terhelést alkalmaztak az ABAQUS modellben minden csavar szárának tengelye mentén. Az ABAQUS-ban az elemméret 0,1-0,3 in. közé esett a szokásos hálóérzékenységi elemzés után, és összesen 387 893 elemet hoztak létre a modellben. A 3D feszültség, 8 csomópontú lineáris téglatest csökkentett integrálással (azaz C3D8R) elemtípust választottak. A kényszerfeltételt a két varratvonal és a csatlakozó részek között alkalmazták. Az anyagviselkedést kétlineáris plaszticitással modellezték az ABAQUS-ban. Egyéb paramétereket, beleértve a sűrűséget, a rugalmassági modulust és a Poisson-számot, az IDEA StatiCa anyagkönyvtárából vették, amelyet a gyártói tanúsítványok szerint frissítettek (lásd 5.2. táblázat). A numerikus szimulációt 16 processzoron (16vCP & 64GB RAM) hajtották végre, és körülbelül 210 percig tartott. Az 5.24. ábra összehasonlítja az IDEA StatiCa és az ABAQUS által előrejelzett von Mises feszültséget mindkét csavartípus esetére.
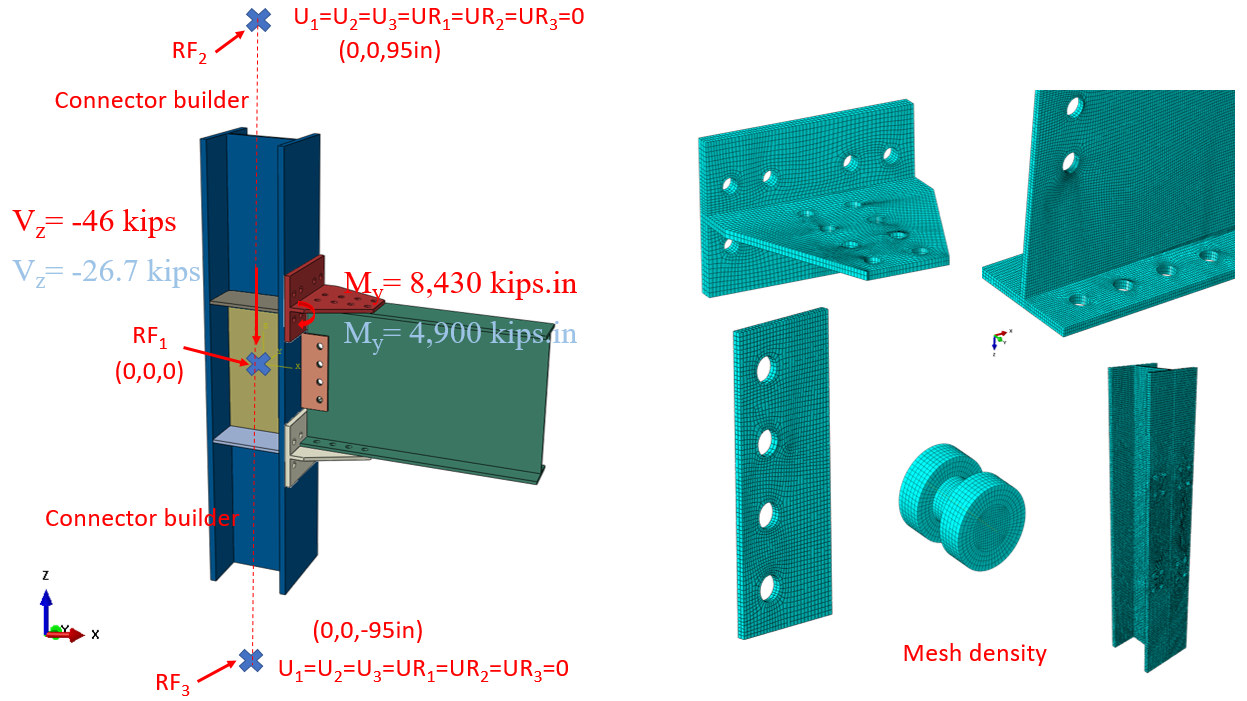
5.23. ábra: Modell beállítása és hálósűrűség az ABAQUS-ban
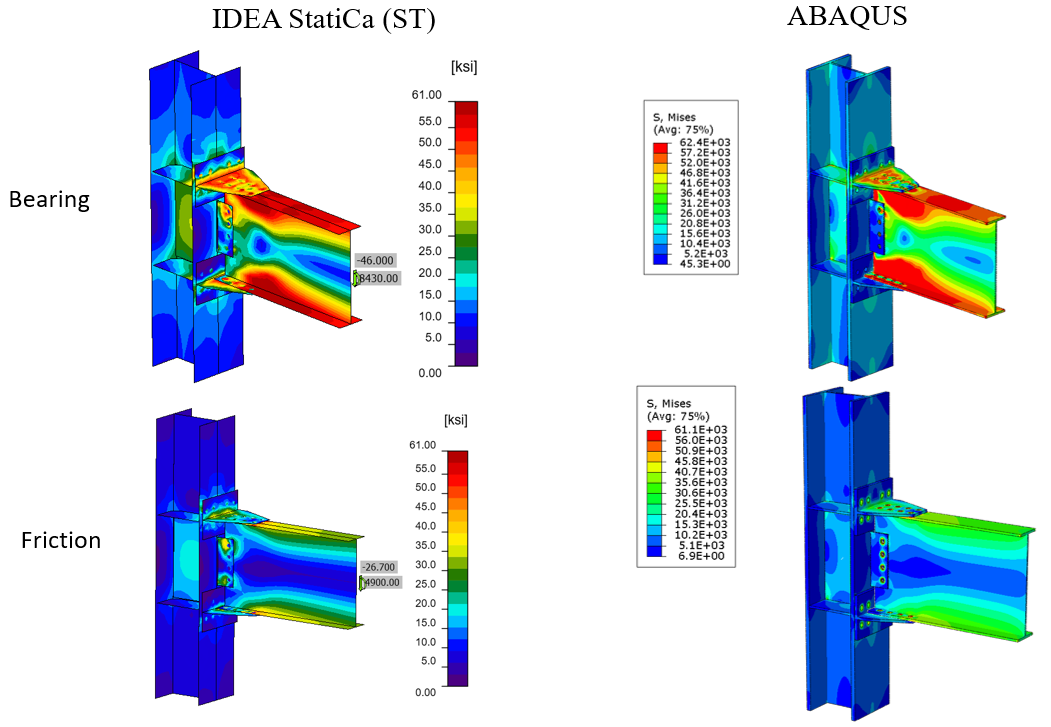
5.24. ábra: Az IDEA StatiCa és az ABAQUS modellek által számított von Mises feszültség összehasonlítása; felső sor) palástnyomásos csavarok feltételezése, alsó sor) súrlódásos csavarok feltételezése
Az IDEA StatiCa által előrejelzett maximális feszültség a palástnyomásos csavarok esetében 62,4 ksi volt a gerenda felső övén (megjegyzendő, hogy az IDEA StatiCa jelmagyarázat a tervezési adatokat mutatja), míg az ABAQUS modell hasonló feszültséget mutat ugyanazon a helyen. Az IDEA StatiCa által előrejelzett maximális feszültség a súrlódásos csavarok esetében 61 ksi volt a gerenda felső övén, míg az ABAQUS modell 61,1 ksi feszültséget mutat ugyanazon a helyen. A kissé eltérő feszültségeloszlás valószínűleg az oszlop hosszának ABAQUS-ban való figyelembevételéből és a peremfeltételek alkalmazásának módjából, a végeselem-elemzésben alkalmazott finomabb háló használatából, valamint az IDEA StatiCa egyszerűsített CAD modelljéből adódik. Megjegyzendő, hogy a szerzők az ABAQUS modellben a csavarok súrlódásos viselkedésének az eredményekre gyakorolt lehetséges hatását is vizsgálták a súrlódási együttható 0,3-ról súrlódásmentesre való megváltoztatásával, azonban az eredmények nem voltak érzékenyek erre a paraméterre.
Az IDEA StatiCa és az ABAQUS által számított maximális plasztikus alakváltozás a palástnyomásos csavar esetében mindkét modellnél 6,3% volt (azaz a gerenda felső övén, ahogy az 5.25. ábrán látható). Emellett az IDEA StatiCa által előrejelzett plasztikus alakváltozási zóna összhangban volt az ABAQUS-ban számított folyási térképpel (azaz az 5.25. ábra alsó sorával).
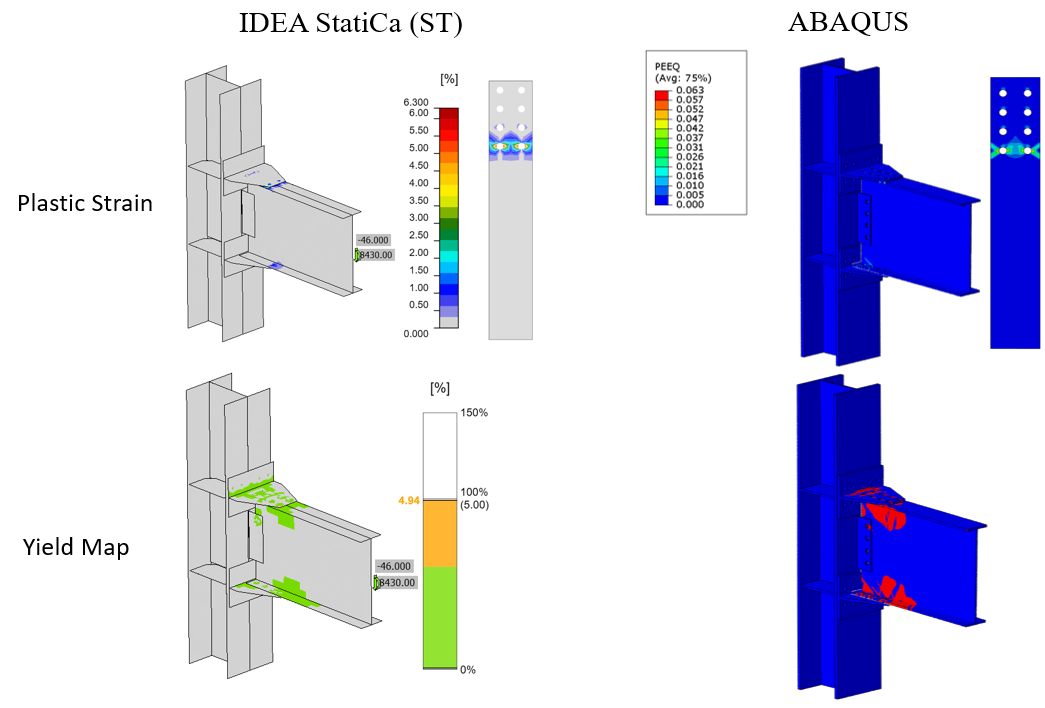
5.25. ábra: Palástnyomásos csavarok: Felső sor) Az IDEA StatiCa és az ABAQUS modell által számított plasztikus alakváltozás összehasonlítása; alsó sor) az IDEA StatiCa és az ABAQUS modell folyási térképének összehasonlítása
Az IDEA StatiCa és az ABAQUS által számított maximális plasztikus alakváltozás a súrlódásos csavarok esetében 0,1%, illetve 0,17% volt (azaz mindkettő a gerenda felső övén az első csavarlyukak körül, ahogy az 5.26. ábrán jelölve van). Emellett az IDEA StatiCa által előrejelzett plasztikus alakváltozási zóna összhangban volt az ABAQUS-ban számított folyási térképpel (azaz az 5.26. ábra alsó sorával).
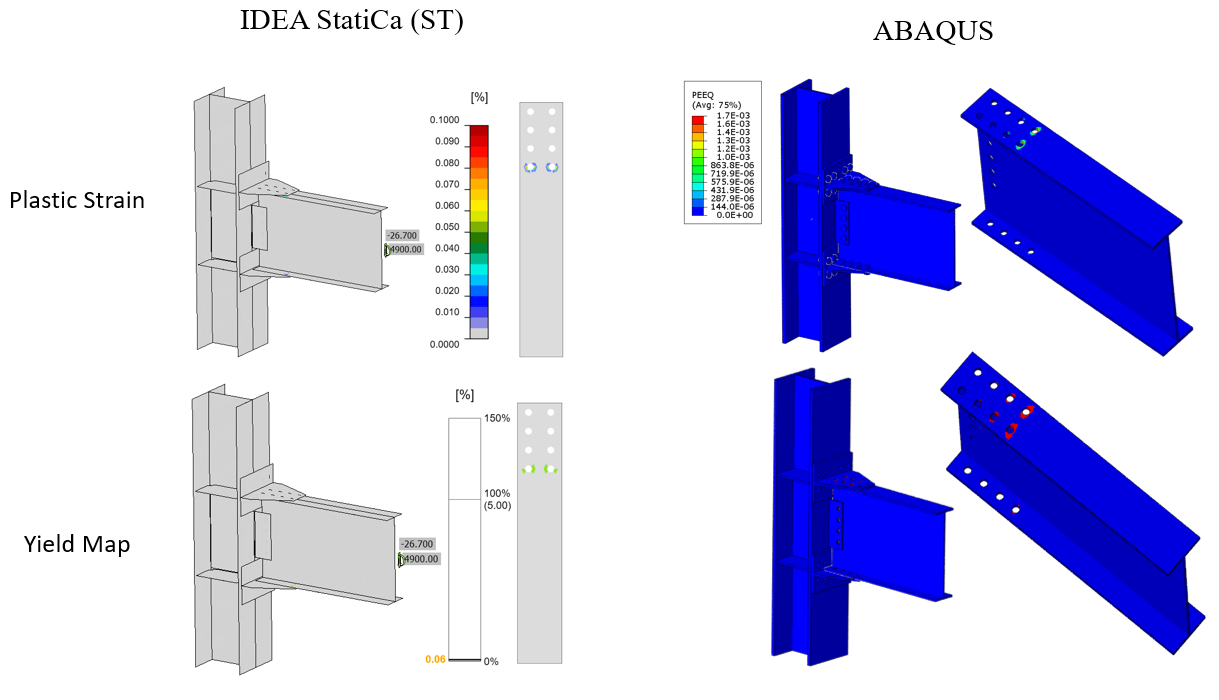
5.26. ábra: Súrlódásos csavarok: Felső sor) Az IDEA StatiCa és az ABAQUS modell által számított plasztikus alakváltozás összehasonlítása; Alsó sor) Az IDEA StatiCa és az ABAQUS modell folyási térképének összehasonlítása
Az 5.27. ábra bemutatja a nyomaték-elfordulás görbe összehasonlítását a két szoftver között az oszlop tengelyére vonatkoztatva, az ebben a szakaszban vizsgált mindkét csavartípus esetében. Megjegyzendő, hogy az 5.27. ábrán az IDEA StatiCa által meghatározott teljes elfordulás (narancssárga szaggatott vonallal jelölve) meghatározásához az oszlop tengelyénél a lineáris gerenda elfordulást SAP2000-rel számították ki, majd hozzáadták az IDEA StatiCa által közölt alapértelmezett plasztikus elfordulás görbéhez (narancssárga folytonos vonallal jelölve). Mindkét modell összehasonlítható kezdeti merevségi becsléseket kínál. A kisebb eltérés az elemtípusok különbségéhez (azaz az ABAQUS-ban alkalmazott tömör elemek és az IDEA StatiCa-ban alkalmazott héjelemek), valamint az ABAQUS-ban a varratokat reprezentáló kényszerfeltétel alkalmazásához köthető.
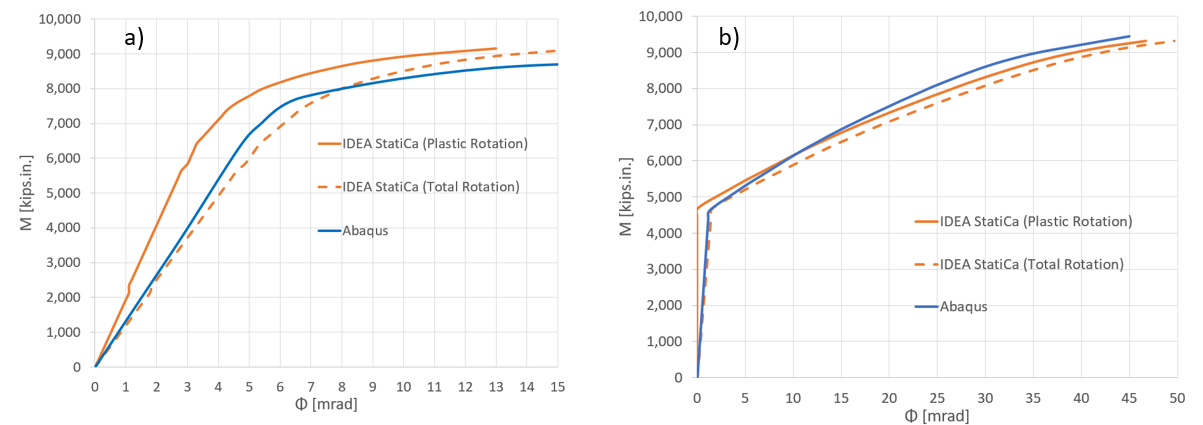
5.27. ábra: Nyomaték-elfordulás összehasonlítás az IDEA StatiCa és az ABAQUS között a) palástnyomásos csavarok, b) súrlódásos csavarok esetében
5.6 Összefoglalás és eredmények összehasonlítása
Hat kéttalpas nyomatéki kapcsolatot vizsgáltak kísérleti kampányból az IDEA StatiCa segítségével és az AISC tervezési eljárást követve. Két különböző modellt hoztak létre az alapmodellhez a palástnyomásos és súrlódásos csavarok alkalmazásának a nyomatéki kapacitásra és a nyomaték-elfordulás görbére gyakorolt hatásának vizsgálatára. Mivel a gyártói tanúsítvány és a szelvényteszt anyagtulajdonságai közötti különbség viszonylag nagy volt az 1. és 2. variáció esetében, mindkettőhöz két különböző IDEA StatiCa modellt fejlesztettek ki. A többi próbatesthez gyártói tanúsítvány anyagtulajdonságokat alkalmaztak. Emellett az alapmodell esetében az IDEA StatiCa által minden csavartípushoz számított nyomaték-elfordulás kapcsolatokat összehasonlították a megfelelő ABAQUS modellek eredményeivel.
Az alapmodell vizsgálatában a tönkremeneteli módot a gerenda helyi kihajlásaként azonosították. Az IDEA StatiCa elemzés növekményes terheléséből megfigyelhető volt, hogy a súrlódásos csavarokat alkalmazó modell elégtelen csavar csúszási szilárdság miatt ment tönkre, míg a palástnyomásos csavarokat tartalmazó modellnél a tönkremenetel a gerenda övén következett be. Az AISC tervezési számítások azt mutatják, hogy a gerenda plasztikus nyomatéki szilárdsága volt a mérvadó határállapot. Mivel az AISC 341 lehetővé teszi a húzásvezérelt csavarokon alapuló nyomatéki kapcsolatok tervezését palástnyomási szilárdságuk kapacitása alapján, megállapítható, hogy jó egyezés mutatkozik az alapmodell tönkremeneteli módjában a kísérletből, az IDEA StatiCa elemzésből és az AISC tervezési eljárásból kapott eredmények között. Emellett mindkét IDEA StatiCa modellből és a tesztjelentésben megadott nyomaték-elfordulás görbéket összehasonlítják az 5.28. ábrán. Látható, hogy a húzásvezérelt nagy szilárdságú A490 csavarokat tartalmazó kéttalpas próbatest nyomaték-elfordulás kapcsolata a palástnyomásos és súrlódásos csavarokkal külön-külön fejlesztett IDEA StatiCa modellek által számított görbék közé esik. Emellett az alapmodellre elvégzett kapacitástervezési elemzés azt mutatta, hogy a T-csonk és a nyírófül nem rendelkezett elegendő szilárdsággal. Hasonlóképpen, mindkét szerkezeti elem nem teljesítette az AISC szabványellenőrzéseket.
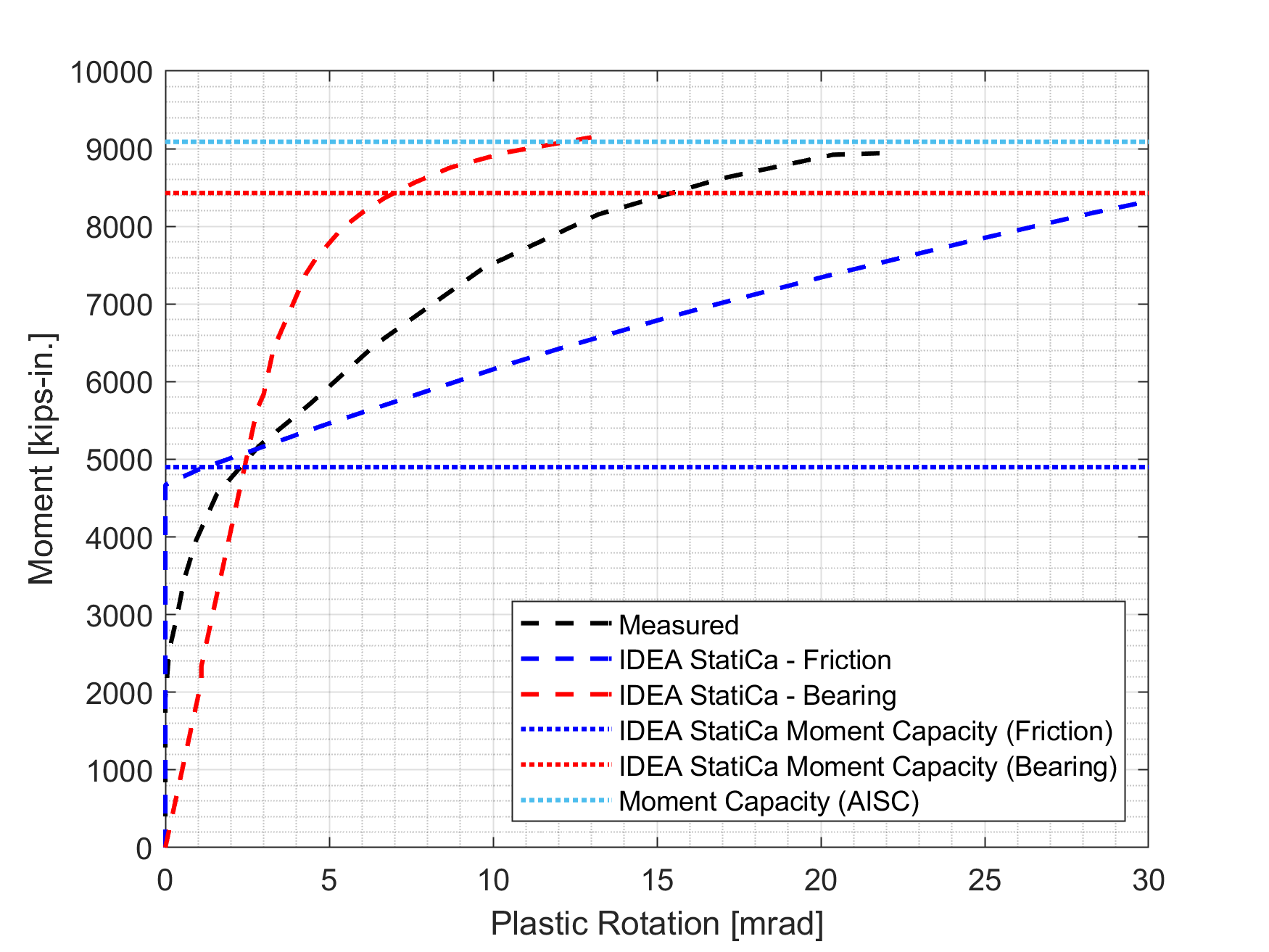
5.28. ábra: Nyomaték-elfordulás összehasonlítás
Az 1. variáció a T-csonk nettó keresztmetszeti törése miatt ment tönkre a vizsgálat során. Az AISC tervezési számításokból megfigyelhető volt, hogy a mérvadó határállapot a T-gerinc blokknyírása volt, amikor gyártói tanúsítvány anyagtulajdonságokat alkalmaztak, míg a mérvadó határállapot a gerinc bruttó keresztmetszet folyásává vált, amikor szelvényteszt anyagtulajdonságokat alkalmaztak a T-csonkokhoz. Hasonlóképpen, mindkét esetre elvégzett IDEA StatiCa elemzés azt mutatta, hogy az elégtelen T-csonk szilárdság volt a próbatest tönkremeneteli módja.
A 2. variáció kísérleti megfigyelései hasonlóak voltak az 1. variáció megfigyeléseihez. A tönkremeneteli módot a T-csonk nettó keresztmetszeti töréseként azonosították. Az AISC tervezési eljárást követve a mérvadó határállapotot a T-csonk blokknyírási szilárdságaként azonosították, amikor gyártói tanúsítvány anyagtulajdonságokat vezettek be az összes szerkezeti elemhez. Abban az esetben, amikor szelvényteszt anyagtulajdonságokat alkalmaztak a T-csonkhoz, a gerinc bruttó keresztmetszet folyása volt a mérvadó határállapot. Mindkét IDEA StatiCa elemzésből megfigyelhető volt, hogy a tönkremenetel a T-csonkban következett be 5,0%-os plasztikus alakváltozással.
A 3., 4. és 5. variáció esetében a vizsgálatokból, az AISC tervezési eljárásból és az IDEA StatiCa elemzésekből megfigyelt tönkremeneteli mód a gerenda tönkremenetele volt. Mivel a helyi kihajlás ciklikus terhelések során következett be, a kísérletből nem volt meghatározható egyértelmű szilárdságkapacitás. Bár a próbatestek teljesítették a kihajlási követelményeket (lásd I. és J. függelék), a kísérletekben bekövetkező helyi kihajlás oka a tesztjelentésben megadott pontatlan mért anyagtulajdonságoknak tulajdonítható. Az IDEA StatiCa és az AISC tervezési eljárás alapján számított nyomatéki kapacitások, valamint a kísérletekben elért maximális nyomatékértékek az 5.29. ábrán láthatók.
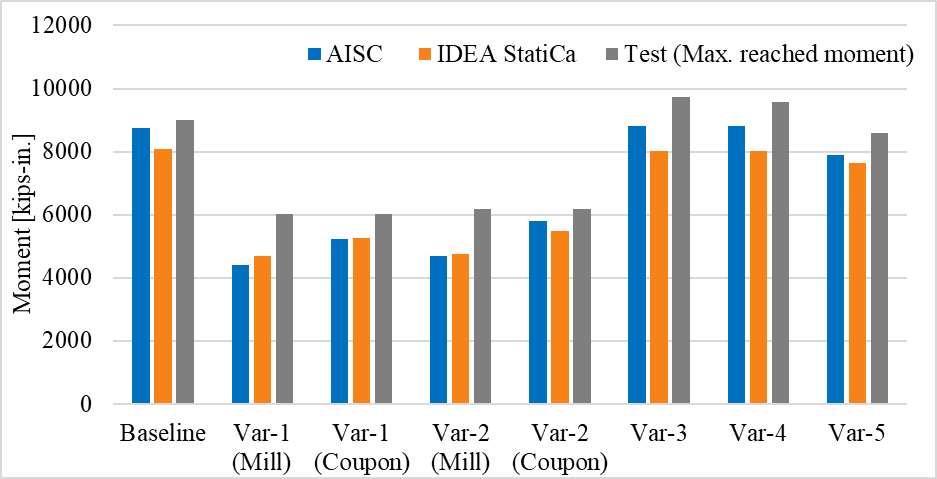
5.29. ábra: Az IDEA StatiCa és az AISC eljárás által számított nyomatéki kapacitás
Olvassa el az előminősített kapcsolatokról szóló teljes tanulmányt!
Hivatkozások
Leon, R. T. (1999). Tests on T-stub connections-SAC phase II-Subtask 7.03. Georgia Institute of Technology.
Smallidge, J. M. (1999). Behavior of bolted beam-to-column T-stub connections under cyclic loading, Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA.
Swanson, J.A. (1999). Characterizationof the Strength, Stiffness, and Ductility Behavior of
T-stub Connections, Ph.D. értekezés, Georgia Institute of Technology, Atlanta, GA.
AISC 358 (2016), "Prequalified Connections for Special and Intermediate Steel Moment Frames for Seismic Applications, including Supplement No. 1," American Institute of Steel Construction ANSI/AISC 358-16, Chicago, Illinois.
AISC 360 (2016), "Specification for Structural Steel Buildings," American Institute of Steel Construction ANSI/AISC 360-16, Chicago, Illinois.
AISC 341 (2016), "Seismic Provisions for Structural Steel Buildings," American Institute of Steel Construction ANSI/AISC 341-16, Chicago, Illinois.
AISC Manual (2017), "Steel Construction Manual," American Institute of Steel Construction, Chicago, Illinois.