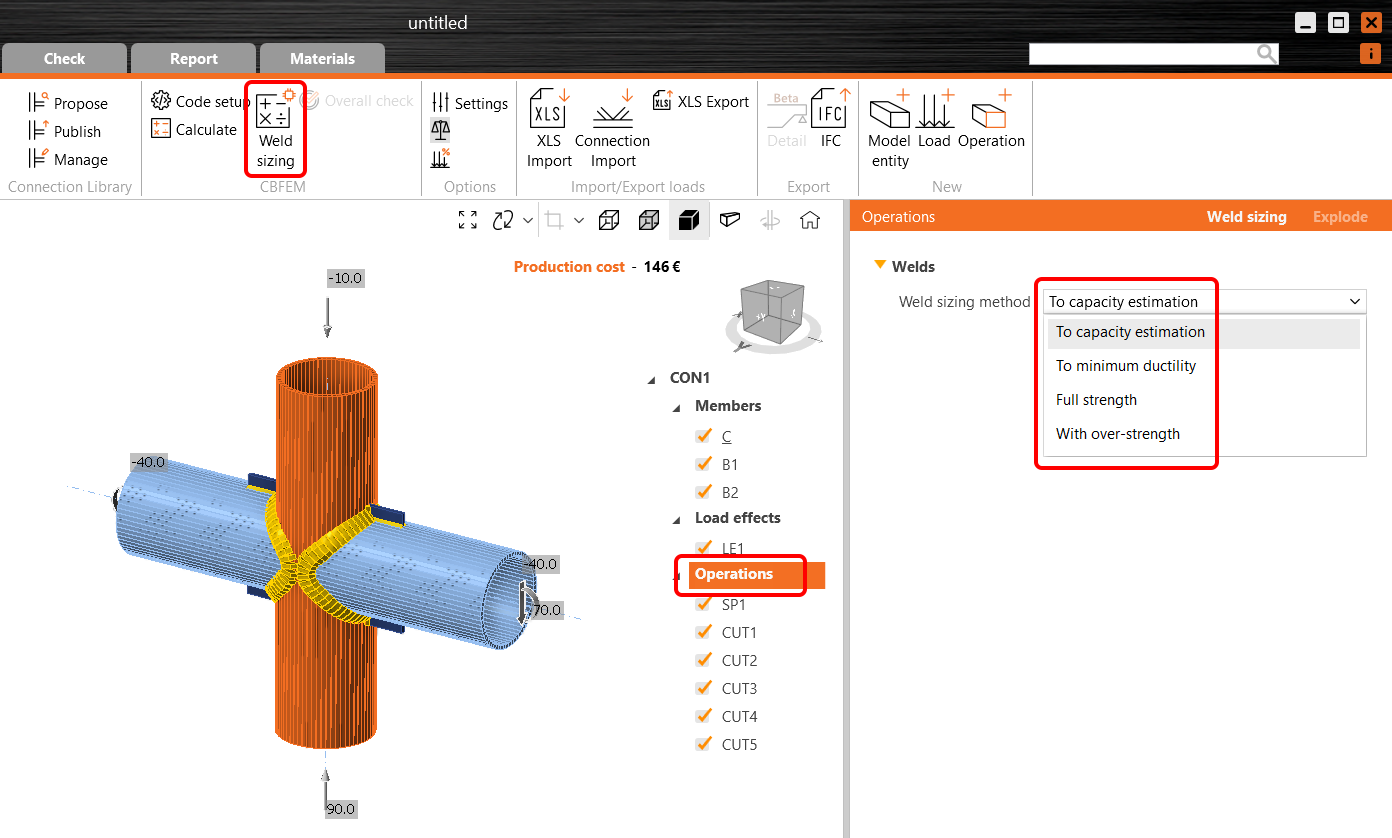
IDEA StatiCa Connection에서는 모든 사용자가 사용할 수 있는 두 가지 용접 치수 결정 방법이 있습니다:
- 전강도 기준
- 초과강도 기준
Eurocode 사용자의 경우 두 가지 방법이 추가로 제공됩니다:
- 내력 추정 기준
- 최소 연성 기준
용접 치수 결정 방법은 작업 대화 상자에서 지정합니다.

용접 치수 결정을 실행하면 모델의 모든 필릿 용접이 용접 치수 결정 방법에 따라 수정됩니다. 일반적으로 용접 크기는 다음 순서로 증가합니다:
- 내력 추정 기준
- 최소 연성 기준
- 전강도 기준
- 초과강도 기준
각 방법은 아래에 자세히 설명되어 있습니다.
내력 추정 기준
내력 추정 기준 용접 치수 결정은 설정된 하중을 전달하기에 충분한 용접 크기를 자동으로 제공합니다.
용접 내력 추정은 IDEA StatiCa에서 머신러닝을 최초로 적용한 기능입니다. 현재는 Eurocode에서만 구현되어 있습니다. 용접 저항은 가장 응력이 큰 용접 요소를 기준으로 결정됩니다. 따라서 용접 이용률은 매우 비선형적입니다. 전체 용접 길이의 저항은 용접 길이를 따른 응력 분포를 기반으로 한 머신러닝 알고리즘에 의해 추정됩니다.
내력 추정 기준 용접 치수 결정에는 해석 결과가 필요합니다. 필릿 용접의 크기는 다음 공식에 따라 조정됩니다:
\[ a_{new} = a \cdot Ut_c / Ut_{target} \]
여기서:
- \(a_{new}\) – 조정된 필릿 용접 크기
- \(a\) – 이전에 설정된 필릿 용접 크기
- \(Ut_c\) – 용접 검토에서 확인 가능한 머신러닝 알고리즘 기반 내력 추정값
- \(Ut_{target}\) – 설정 → 설계 → 자동설계 → 용접 치수 결정에서의 목표 이용률
산출된 \(a_{new}\)는 환경설정 → 애플리케이션 단위 → 새 요소 반올림 → 용접 크기에 따라 올림 처리됩니다.
용접 크기는 상세 규정에 의해 제한됩니다. 예를 들어 용접 크기는 3 mm 미만이 될 수 없습니다(EN 1993-1-8 – 4.5.2). 이러한 상세 규정은 준수됩니다. 또한 IDEA StatiCa에서 여러 용접이 하나의 값으로 설정되는 경우가 많다는 점에 유의하십시오. 이 경우 크기는 가장 이용률이 높은 용접을 기준으로 설정됩니다.
또한 계산 루프를 사용할 수 있습니다. 용접 치수 결정 방법이 내력 추정 기준으로 설정된 경우 다음과 같이 진행됩니다:
- 필릿 용접을 전강도 기준으로 치수 결정
- 모델 계산
- 필릿 용접을 내력 추정 기준으로 치수 결정
- 모델 계산

용접은 클릭 한 번으로 목표 이용률 이하로 설정됩니다.
최소 연성 기준
최소 연성 기준 용접 치수 결정은 취성 파괴를 방지하기에 충분한 강도를 가진 용접 연결을 자동으로 제공합니다. 용접 강도는 플레이트의 초기 항복을 허용하지만, 최종적으로는 용접이 파단됩니다.
FprEN 1993-1-8:2023 – 6.9(4)에는 용접 접합부의 최소 연성 요건이 규정되어 있습니다. 이는 EN 1993-1-8의 네덜란드 국가 부속서에서 유래하였으며, 용접 강도 대 플레이트 강도의 고정 비율은 0.8입니다. 또한 영국에서 널리 사용되는 Green books의 C2장 및 C3장에도 포함되어 있습니다. 그러나 고정 비율은 강종 S355에만 적합합니다. 2세대 Eurocode에서는 이를 모든 강종으로 확장하였습니다.
이 요건은 양면 필릿 용접에 대해 다음과 같이 검토됩니다:
\[a/t=\frac{\beta_w\gamma_{M2} f_y}{\sqrt{2} f_u \gamma_{M0} } \cdot \min \left \{1.0, 1.1\frac{f_y}{f_u} \right \}\]
여기서:
- \(a\) – 용접 목두께
- \(t\) – 단부로 연결된 플레이트의 두께
- \(\beta_w\) – 용접 상관계수
- \(\gamma_{M2}\) – 볼트 및 용접에 대한 안전계수; 코드 설정에서 편집 가능
- \(f_y\) – 플레이트 항복강도
- \(f_u\) – 용접 극한강도
- \(\gamma_{M0}\) – 플레이트에 대한 안전계수; 코드 설정에서 편집 가능
단면 필릿 용접의 용접 목두께는 양면 필릿 용접의 두 배입니다.
이 방법은 횡방향 하중을 받는 용접에 유용하며, 플레이트가 전체 폭으로 연결된 경우에 적용됩니다.
전강도 기준
전강도 기준 용접 치수 결정은 연결된 플레이트보다 강한 용접을 자동으로 제공합니다. 계산에서는 용접 강도 및 연성에 대한 최악의 경우로서 플레이트가 인장력을 받고 용접이 횡방향 하중을 받는 것으로 가정합니다. 이 설계는 정적 하중에 대한 용접의 취성 파괴를 방지하는 데 유용합니다.
이 방법은 영국에서 널리 사용되는 Green books의 C1장에도 포함되어 있습니다.
이 요건은 양면 필릿 용접에 대해 다음과 같이 검토됩니다:
\[a/t=\frac{\beta_w\gamma_{M2} f_y}{\sqrt{2} f_u \gamma_{M0} }\]
여기서:
- \(a\) – 용접 목두께
- \(t\) – 단부로 연결된 플레이트의 두께
- \(\beta_w\) – 용접 상관계수
- \(\gamma_{M2}\) – 볼트 및 용접에 대한 안전계수; 코드 설정에서 편집 가능
- \(f_y\) – 플레이트 항복강도
- \(f_u\) – 용접 극한강도
- \(\gamma_{M0}\) – 플레이트에 대한 안전계수; 코드 설정에서 편집 가능
이 방법은 횡방향 하중을 받는 용접에 유용하며, 플레이트가 전체 폭으로 연결된 경우에 적용됩니다.
초과강도 기준
초과강도 기준 용접 치수 결정은 연결된 플레이트보다 훨씬 강한 용접을 자동으로 제공합니다. 초과강도 계수는 설정 → 설계 → 자동설계 → 용접 치수 결정에서 지정합니다. 기본값 1.4는 소성 힌지 형성을 위해 EN 1993-1-8 – 6.2.3 (5)에서 가져온 값입니다.

계산에서는 용접 강도 및 연성에 대한 최악의 경우로서 플레이트가 인장력을 받고 용접이 횡방향 하중을 받는 것으로 가정합니다. 이 설계는 소성 설계 또는 반복 하중에 대한 용접의 취성 파괴를 방지하는 데 유용합니다. 큰 용접 크기가 자동으로 높은 연성을 보장하지는 않는다는 점에 유의하십시오. 오히려 용접 수축으로 인한 과도한 잔류 응력 및 변형을 초래할 수 있습니다.
이 요건은 양면 필릿 용접에 대해 다음과 같이 검토됩니다:
\[a/t=\frac{\beta_w\gamma_{M2} f_y}{\sqrt{2} f_u \gamma_{M0} } \cdot f_{overstrength}\]
여기서:
- \(a\) – 용접 목두께
- \(t\) – 단부로 연결된 플레이트의 두께
- \(\beta_w\) – 용접 상관계수
- \(\gamma_{M2}\) – 볼트 및 용접에 대한 안전계수; 코드 설정에서 편집 가능
- \(f_y\) – 플레이트 항복강도
- \(f_u\) – 용접 극한강도
- \(\gamma_{M0}\) – 플레이트에 대한 안전계수; 코드 설정에서 편집 가능
- \(f_{overstrength}\) – 설정 → 설계 → 자동설계 → 용접 치수 결정에서 지정된 초과강도 계수
이 방법은 횡방향 하중을 받는 용접에 유용하며, 플레이트가 전체 폭으로 연결된 경우에 적용됩니다.