Hogyan állítsuk be megfelelően a karemelőt
Először nézzük meg, hogyan határozza meg az Eurocode a karemelőt:

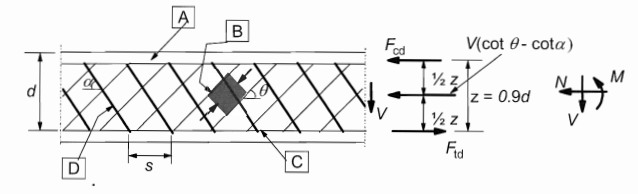
Az esetek
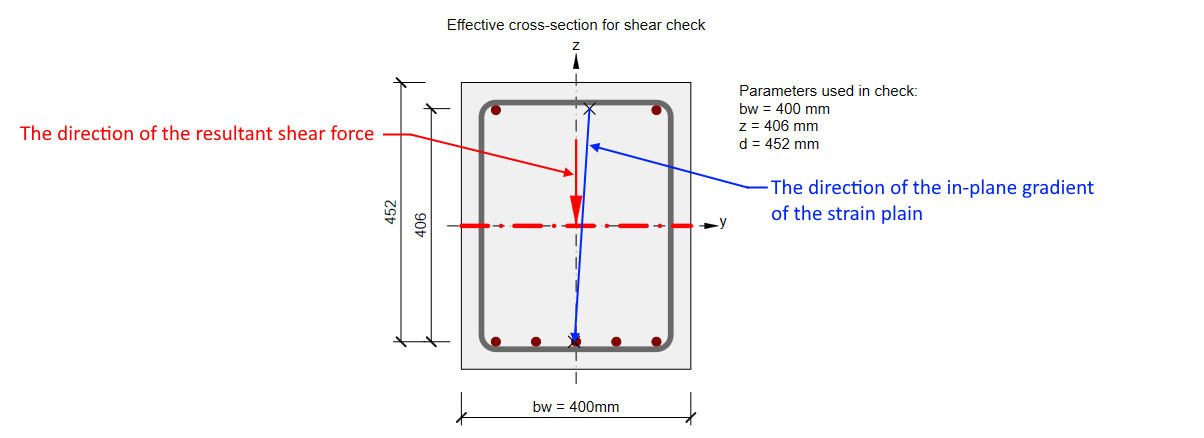
1) A kéttengelyű hajlítónyomaték és a nyírás iránya kevesebb mint 20°-kal tér el egymástól
Ez a leggyakoribb eset, amikor a kéttengelyű hajlítónyomaték iránya (az alakváltozási sík síkon belüli gradiense) és az eredő nyíróerő iránya megegyezik vagy közel azonos. A z és d értékeket az ábrán látható módon automatikusan számítják ki.
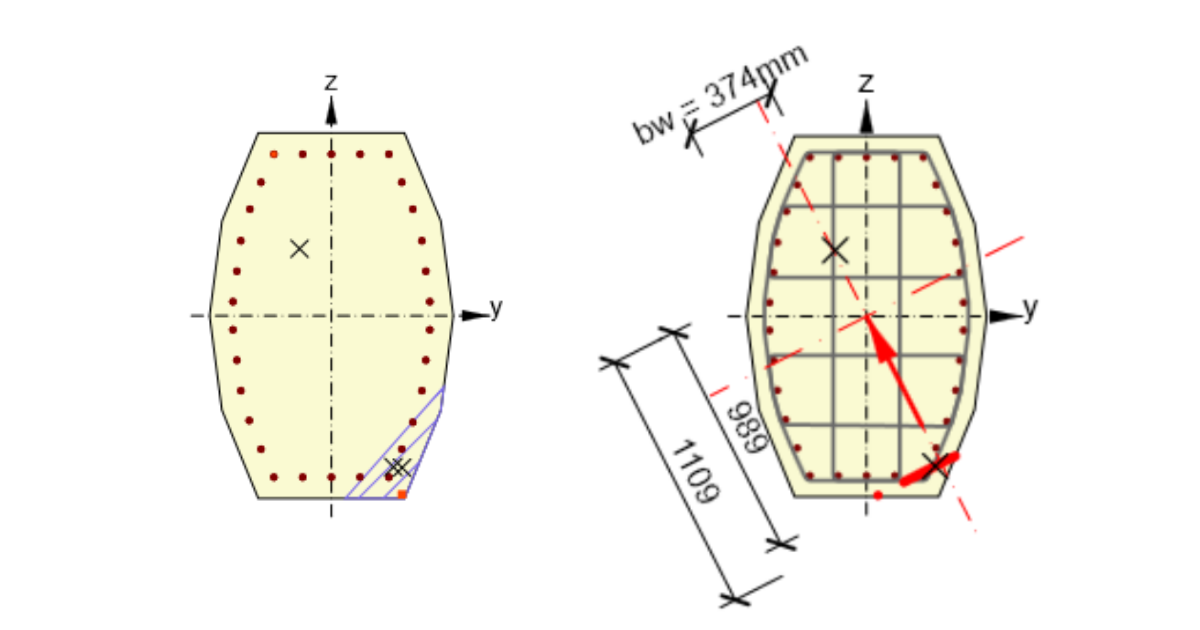
2) A kéttengelyű hajlítónyomaték és a nyírás iránya több mint 20°-kal tér el egymástól
A z karemelő ugyanúgy van meghatározva. Ebben az esetben azonban a z értéke kisebb, ami kedvezőtlenül befolyásolhatja a nyírásra számított teherbírást.
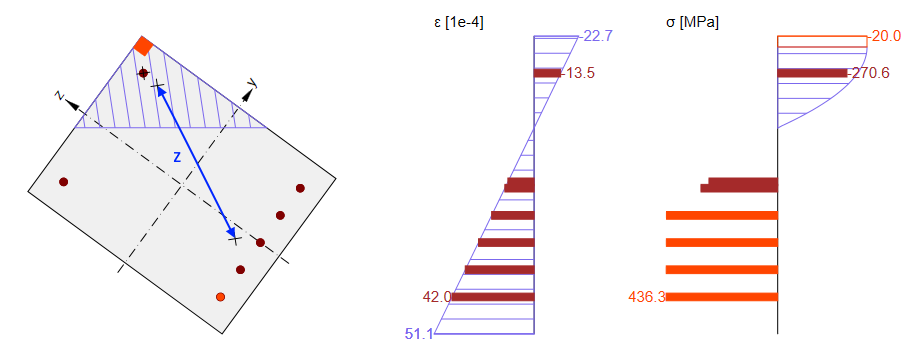
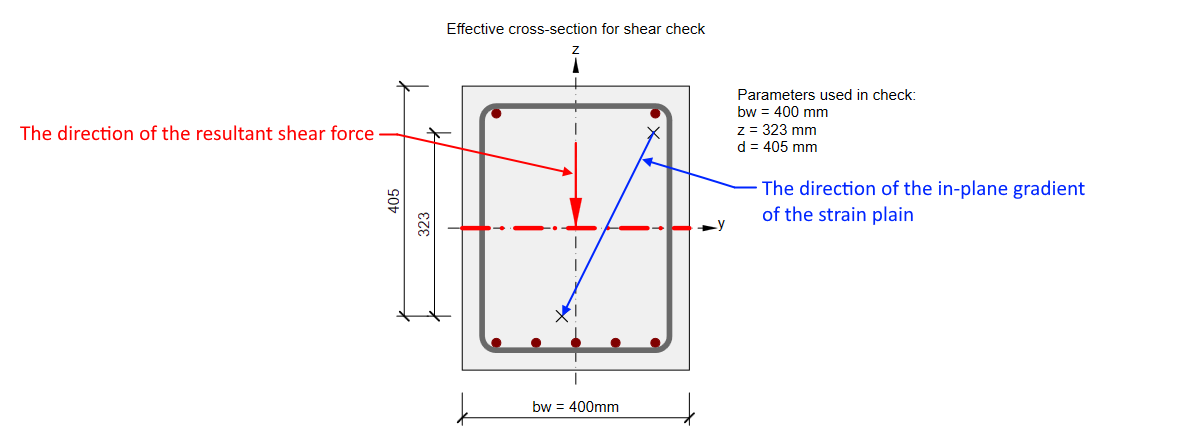
Ebben az esetben a z értékét a nyírás irányából kell figyelembe venni. Tehát a mi keresztmetszetünknél ez közel azonos kell legyen az előző esettel. Erről bővebben olvashat a Nyírás fejezetben, a Belső erők karemelője részben. Ezért jelenik meg a nem megfelelőségi üzenet.

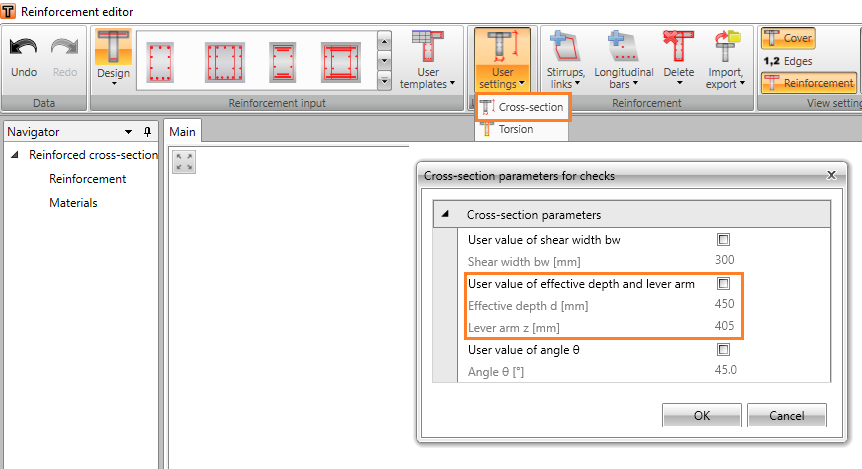
Ebben az esetben javasoljuk a z felhasználó által megadott értékének használatát. Ez az érték például beállítható a vasalásrétegek (nyomott réteg és húzott réteg) közötti távolságként a Vasalásszerkesztőben -> Felhasználói beállítások -> Keresztmetszet.
3) Teljesen nyomásnak kitett keresztmetszet
A teljesen nyomásnak kitett keresztmetszetekben nem jelennek meg húzott zónák. Mivel a válasz nem határozható meg, a karemelő értéke sem számítható ki belőle, és az alapértelmezett z = 0,9 d értéket alkalmazza a program. Ez az érték azonban a szabványban azzal a feltételezéssel van meghatározva, hogy nem lép fel tengelyirányú erő.
Összefoglalás
Mindig ellenőrizze a nyírás-ellenőrzéshez használt z karemelő értékét. Amint láthatta, előfordulhatnak szokatlan helyzetek, amikor az automatikusan számított értéket manuálisan kell módosítani.