Tudásbázis
Hegesztések szabványellenőrzése a Hong Kong Code szerint
A hegesztések tervezése a Cl. 9.2 – Egyszerűsített módszer szerint történik.
Tompahegesztések
Teljes behatolású tompahegesztések alkalmazása szükséges, és ezek ellenállása az alapanyagéval egyenlőnek tekinthető – Cl. 9.2.5.2.1.
Sarokhegesztések
A sarokhegesztések tervezése az Egyszerűsített módszer szerint történik, a Cl. 9.2.5.1.6 alapján.
\[ f_w \le p_w \]
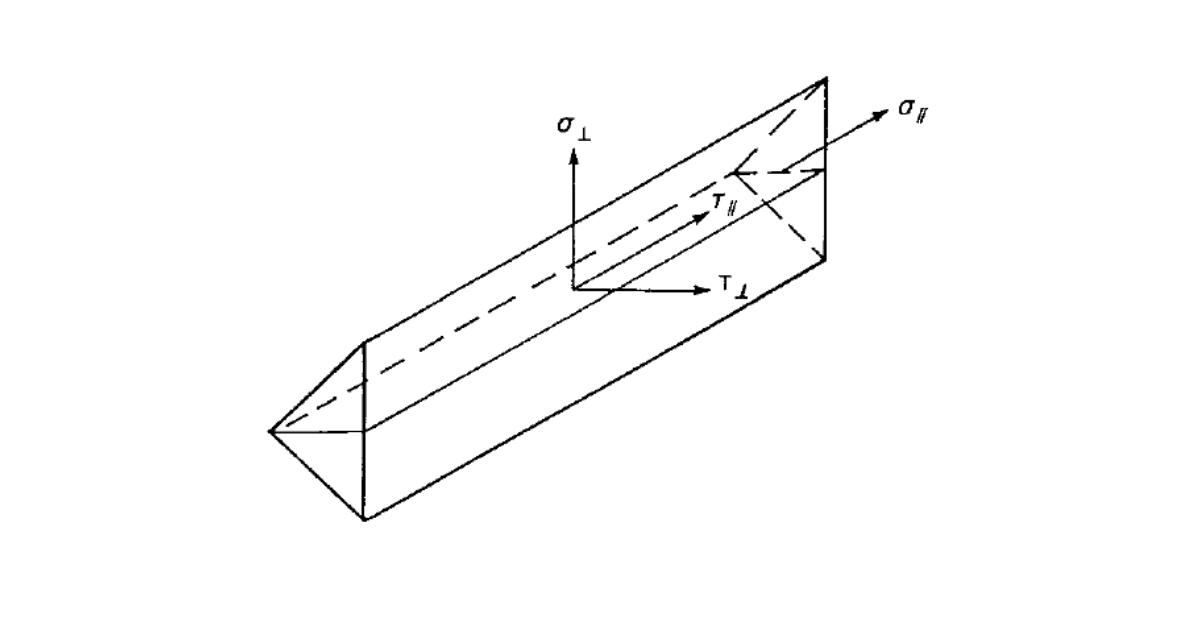
- \(f_w = \sqrt{\sigma_\perp ^2 + \tau_\perp ^2 + \tau_\parallel ^2}\) – a hegesztési torok minden irányú feszültségeinek vektoriális összege
- \(p_w\) – a sarokhegesztés méretezési szilárdsága a 9.2a és 9.2b táblázat szerint; a 9.2a és 9.2b táblázatban nem szereplő esetekre:
- \(p_w = \min \{0.5 U_e, 0.55 U_s\}\) – EN acéllal használt EN elektróda esetén
- \(p_w = 0.38 \min \{U_e, U_s\}\) – egyéb esetekben
- \(U_e\) – az elektróda minimális szakítószilárdsága
- \(U_s\) – minimális szakítószilárdság

A sarokhegesztés hatékony hossza \(2\cdot s\)-sel csökken a Cl. 9.2.5.1.3 szerint, ahol \(s\) a sarokhegesztés szármérete, amely \(a\cdot \sqrt{2}\)-vel egyenlőnek tekinthető.
| Elektróda | |||
| Acélminőség | 35 | 42 | 50 |
| S 275 | 220 | 220 | 220 |
| S 355 | 220 | 250 | 250 |
| S 460 | 220 | 250 | 280 |
| Acélminőség | Elektróda | Méretezési szilárdság |
| Q235 | E43 | 160 |
| Q345 | E50 | 200 |
| Q390, Q420 | E55 | 220 |
9.2a és 9.2b táblázat: Méretezési szilárdságok \(p_w\) [MPa]
| Hegesztési elektróda | Minimális szakítószilárdság \(U_e\) [MPa] |
| 35 | 440 |
| 42 | 500 |
| 50 | 560 |
| E43 | 421.1 |
| E50 | 526.3 |
| E55 | 578.9 |
Az elektróda alapértelmezett minimális szakítószilárdsága \(U_e\) [MPa]
A hegesztési diagramok a következő képlet szerinti feszültséget mutatják:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]