Bilgi tabanı
Hint standartlarına göre kaynak dikişlerinin kod kontrolü
02.04.2020
Kaynak dikişleri IS 800, Md. 10.5.10.1.1'e göre tasarlanmaktadır.
Alın kaynaklari
Tam nüfuziyetli alın kaynaklarının doğrulaması yapılmamaktadır; zira alın kaynağı için kullanılan ana malzeme profilin malzemesinden üstün olduğu sürece, kaynağın profille aynı dayanıma sahip olduğu kabul edilmektedir (IS 800:2007, 10.5.7.1.2).
Köşe kaynaklari
Köşe kaynaklari IS 800, Md. 10.5.10.1.1'e göre kontrol edilmektedir:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
burada:
- \( f_e \) – kaynak dikişindeki eşdeğer gerilme
- \( f_a \) – eksenel kuvvet veya eğilme momentinden kaynaklanan normal gerilmeler, basınç veya çekme
- \( q \) – kesme kuvveti veya çekmeden kaynaklanan kayma gerilmesi
- \( f_{wd} \) – köşe kaynağının tasarım dayanımı
- \( f_u \) – kaynak veya ana metalin kopma gerilmesinin küçük olanı; kaynak elektrodunun kopma dayanımının ana metalden daha iyi olduğu varsayılmaktadır
- \( \gamma_{mw} \) – kaynak dikişleri için kısmi güvenlik katsayısı – IS 800, Tablo 5; Kod ayarlarında düzenlenebilir
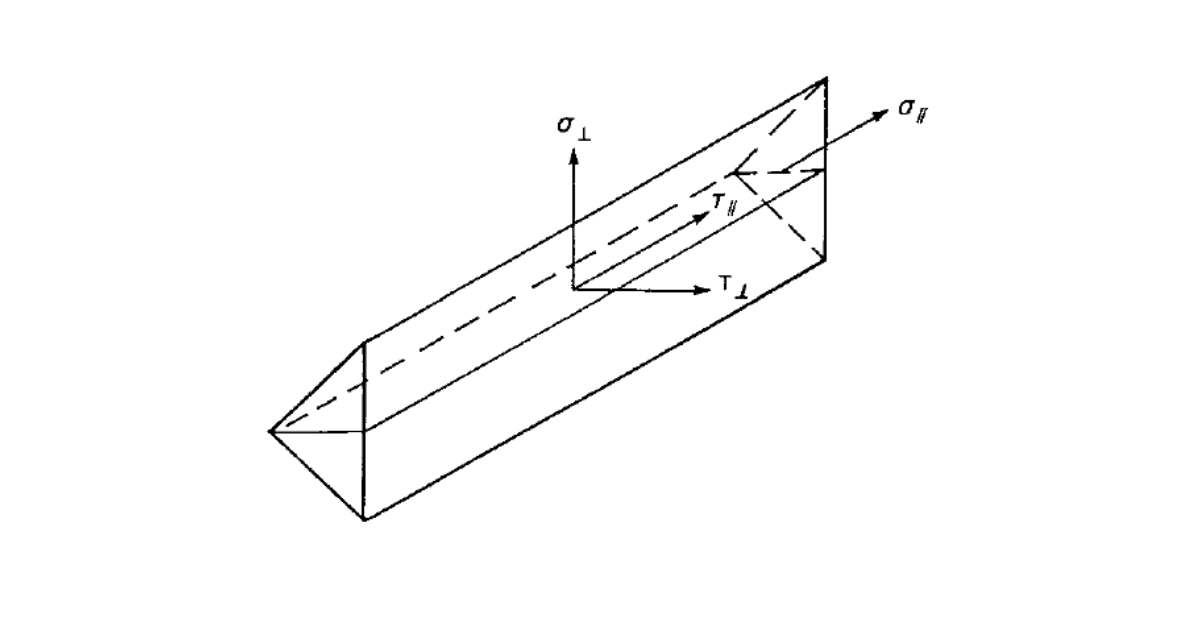
Kaynak diyagramları aşağıdaki formüle göre gerilmeyi göstermektedir:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]
