对接焊缝
全熔透对接焊缝不进行验算,因为假定其承载力与母材相同,前提是对接焊缝的母材优于型材(IS 800:2007, 10.5.7.1.2)。
角焊缝
角焊缝按照 IS 800 第 10.5.10.1.1 条进行校核:
\[ f_e = \sqrt{f_a^2 + 3q^2} \le f_{wd} = \frac{f_u}{\sqrt{3} \gamma_{mw}} \]
其中:
- \( f_e \) – 焊缝等效应力
- \( f_a \) – 由轴力或弯矩引起的法向应力,压力或拉力
- \( q \) – 由剪力或拉力引起的剪应力
- \( f_{wd} \) – 角焊缝设计强度
- \( f_u \) – 焊缝或母材极限应力中的较小值;假定焊条的极限强度优于母材
- \( \gamma_{mw} \) – 焊缝分项安全系数 – IS 800 表 5;可在规范设置中编辑
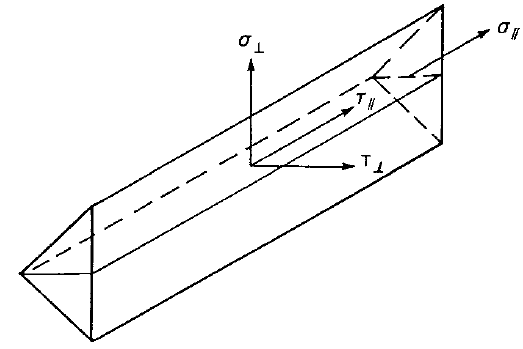
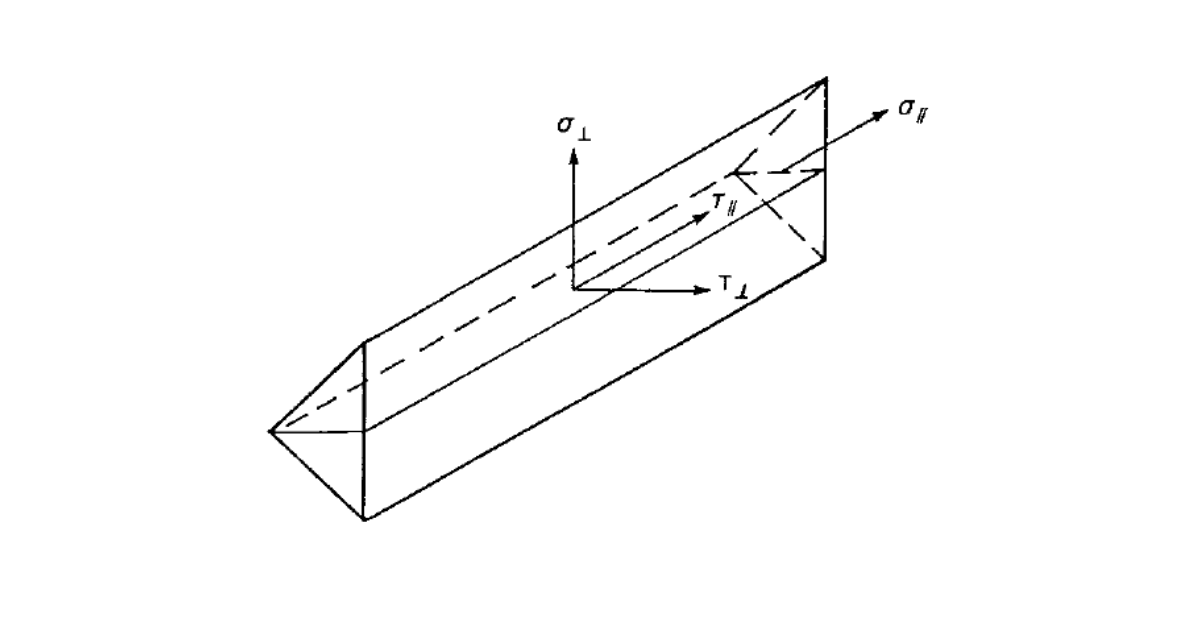
焊缝图示按以下公式显示应力:
\[ \sigma = \sqrt{\sigma_{\perp}^2 + \tau_{\perp}^2 + 3 \tau_{\parallel}^2 } \]